自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
搜索
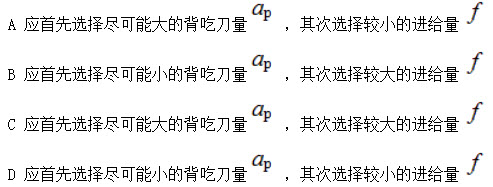
粗加工时切削用量的选择原则是(),最后确定一个合适的切削速度V
c
。
A:A
B:B
C:C
D:D
出自:
国家开放大学《数控加工工艺》
显示答案
提示:
同一【IP】的非会员用户每天可免费获取10次答案
收藏本站【zk.995w.com】,下次访问不迷路
本站试题总数:【10252937】个 (题库试题定时更新)