自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控加工工艺》
从工艺因素考虑,产生加工误差的原因有哪些?
圆周铣削时的切削厚度是随时变化的,而端铣时切削厚度保持不变。
选择精基准时,采用()原则可以避免由定位基准与设计基准不重合而引起的定位误差。
A:基准重合
B:基准统一
C:自为基准
D:互为基准
加工中心是一种带有刀库和自动刀具交换装置的数控机床。
加工中心常采用基准统一原则加工零件,目的是保证各加工面的()。
A:相互位置精度
B:尺寸精度
C:表面粗糙度
D:形状精度
金属切削过程的三个变形区中,()的金属变形将影响到工件的表面质量和使用性能。
A:第一变形区
B:第二变形区
C:第三变形区
D:第一、二变形区
轴类零件加工时,通常采用V形块定位,当采用宽V形块定位时,其限制的自由度数目为()。
A:三个
B:四个
C:五个
D:六个
()切削过程平稳,切削力波动小。
A:带状切屑
B:节状切屑
C:粒状切屑
D:崩碎切屑
粗加工时切削用量的选择原则是(),最后确定一个合适的切削速度V
c
。
A:A
B:B
C:C
D:D
公制普通螺纹的牙形角是()。
A:55°
B:30°
C:60°
D:45°
切削用量三要素
中,对切削温度的影响程度大小依次为()。
A:A
B:B
C:C
D:D
高速切削塑性金属材料时最容易产生积屑瘤。
图示为轴套零件图,
。因A
2
不便测量,试用极值法计算工序尺寸A
3
及其偏差。
A
3
的下偏差为()mm。
A:+0.1
B:+0.02
C:-0.1
D:-0.2
用切断车刀从外圆向中心切断时,其工作后角大小的变化规律为()。
A:由大变小
B:不变
C:由小变大
D:没有规律
由于积屑瘤能代替刀尖担负实际切削工作、可减轻刀具的磨损,因此不需要对其进行抑制。
镗铣类工具系统的结构形式分哪两类?各有何特点?
()是孔加工的标准刀具。
A:成形车刀
B:拉刀
C:麻花钻
D:插齿刀
加工表面的设计基准和定位基准重合时,基准位移误差为0。
确定数控车削加工进给路线的工作重点是确定()的进给路线。
A:精加工
B:粗加工
C:空行程
D:粗加工及空行程
用高速钢铰刀铰削铸铁时,由于铸件内部组织不均引起振动,容易出现()现象。
A:孔径收缩
B:孔径不变
C:孔径扩张
D:不确定
数控铣削加工零件图及其结构工艺性分析包括哪些内容?
划分加工阶段的目的是什么?
辅助支承只能起提高工件支承刚性的辅助定位作用,而不起限制工件自由度的作用。
铣削加工的主运动是()。
A:刀具回转运动
B:工作台横向进给运动
C:工作台纵向进给运动
D:三者都是
什么是表面质量?包括哪些方面?
床身导轨加工时,为了保证导轨面的金相组织均匀一致并且有较高的耐磨性、使其加工余量小而均匀,粗基准的选择应遵循()原则。
A:相互位置要求
B:重要表面
C:基准重合
D:基准统一
设计基准和定位基准重合时,不存在基准不重合误差。
主偏角的作用和选择原则是什么?
当基准重合原则和基准统一原则发生矛盾时,怎么解决?
铰孔时对孔的()纠正能力较差。
A:表面粗糙度
B:尺寸精度
C:位置精度
D:形状精度
首页
<上一页
8
9
10
11
12
下一页>
尾页
 中,对切削温度的影响程度大小依次为()。
中,对切削温度的影响程度大小依次为()。 
 。因A2不便测量,试用极值法计算工序尺寸A3及其偏差。
。因A2不便测量,试用极值法计算工序尺寸A3及其偏差。 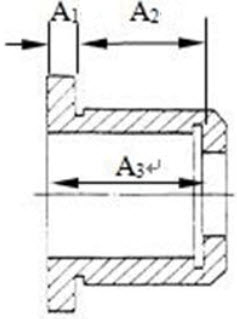 A3的下偏差为()mm。
A3的下偏差为()mm。