自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:加工中心操作工
()表示主程序结束的指令。
A:M99
B:G111
C:M02
D:G93
金属材料的切削加工性与热处理工艺有关,含碳量大于0.8%时,常采用()。
A:淬火处理
B:正火处理
C:退火处理
D:球化退火
粗镗(扩)→半精镗→精镗工件内孔表面的IT值为()。
A:1—4
B:0.6
C:7—8
D:0.5
感应加热淬火时,若频率为50kHZ,则淬硬层深度为()。
A:17.5—20mm
B:10—15mm
C:20—25mm
D:0.5—8.5mm
在镜像功能执行后,第一象限的顺圆G02到第三象限还是顺圆。
在形状公差中,直线度是用符号()表示。
A:-
B:O
C:→
D:□
将钢加热到Ar3或Arm线以上30~50℃,保温一段时间后在空气中冷却的方法叫()。
A:退火
B:正火
C:时效
D:回火
提高机床动刚度的有效措施是()。
A:增大摩擦或增加切削液
B:减少切削液或增大偏斜度
C:减少偏斜度
D:增大阻尼
为了使机床达到热平衡状态必须使机床运转()。
A:15min以上
B:8min
C:2min
D:6min
深度千分尺的测微螺杆移动量是()。
A:85mm
B:35mm
C:25mm
D:15m
属于直线控制数控机床的例子有()。
A:数控冲床;
B:数控钻床;
C:数控铣床;
D:数控磨床。
G29X50.0Z100.0中的X50.0Z100.0为参考点在工作坐标系中的坐标。
标准的装夹具系有:()槽系组合夹具、标准元件和()槽系组合夹具、标准元件
A:(6mm,14mm)
B:(8mm,16mm)
C:(10mm,18mm)
D:(12mm,20mm)
变频调速就是在额定转速以下或以上来进行调速,额定转速所对应的频率就是额定频率.
从量仪上读出被量长度与标准长度的差值,此种方法称为相对量法。
三坐标测量机将采集到的数据经运算后与()比较,最后输出测量结果。
A:实际测量的数据
B:测量者的主观假想数值
C:预先存储的理论数据
D:随机生成的数值
加工中心进行单段试切时,必须使快速倍率开关打到()。
A:提高档
B:最低档
C:中档
D:普通档
游标卡尺读数的整数部分为130mm,游标的第11条线(包括零线)与尺身刻线对齐,若卡尺精度为0.02mm,则测得尺寸为()。
A:130.22
B:130.02
C:130.18
D:130.10
封闭环的基本尺寸等于各噌环的基本尺寸()各减环的基本尺寸之和。
A:之差乘以
B:之和减玄
C:之和除以
D:之差除以
感应加热淬火时,若频率为200—300kHZ,则淬硬层深度为()。
A:17.5mm以上
B:26—48mm
C:0.5—2mm
D:9mm以上
程序段G90G01F100X100;的含义是()。
A:直线插补;进给100mm/min;到达工件坐标X轴100mm。
B:直线插补;进给100mm/min;X轴移动100mm。
C:直线插补;切削速度100mm/min;到达工件坐标X轴100mm。
D:快速定位;进给100mm/min;到达工件坐标X轴100mm。
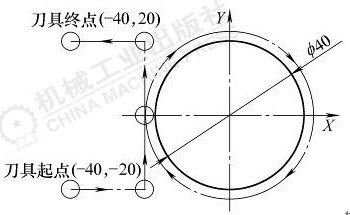
如图所示,刀具起点在(-40,-20),从切向切入到(-20,0)点,铣一个40mm的整圆工件,并切向切出,然后到达(-40,20)点。根据示图中的刀具轨迹判断,正确的程序是()。
A:……
B:……
C:……
D:……
M02能使程序复位。
切削时切削液的施加方法以()法用得最多。
三坐标测量机是一种高效精密测量仪器,其测量结果不可绘制出图形,也无法打印输出。
数控机床插补运算依赖于各种()。
A:位置数据
B:模拟量信息
C:准备功能
D:数字化信息
加工中心加工零件的工步划分原则是什么?
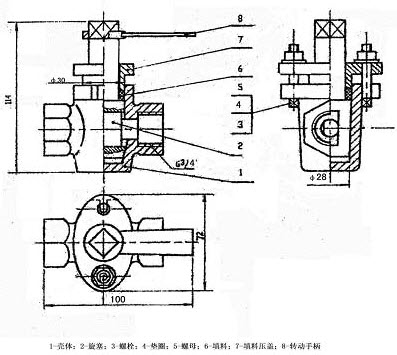
请读图,并回答下列问题:
请画出手柄的主,俯视图。
切断刀由于受刀头强度的限制,副后角应取()。
A:较大
B:一般
C:较小
D:负值
G94 G01 F100的单位有可能是()
A:°/min
B:mm/r
C:m/r
D:m/min
首页
<上一页
88
89
90
91
92
下一页>
尾页
 请画出手柄的主,俯视图。
请画出手柄的主,俯视图。