自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控加工工艺》
电极丝直径及松紧度对线切割加工有何影响?
常用数控车削刀具的有哪些?各有何特点?
在下列手动对刀法中,()可以得到更加准确和可靠的结果。
A:定位对刀法
B:光学对刀法
C:试切对刀法
D:ATC对刀法
简述定位与夹紧之间的关系。
试述数控刀具材料的种类、特点及其应用场合?
平行度、对称度同属于形状公差。
零件的机械加工精度主要包括()。
A:机床精度、几何形状精度、相对位置精度
B:尺寸精度、几何形状精度、装夹精度
C:尺寸精度、定位精度、相对位置精度
D:尺寸精度、几何形状精度、相对位置精度
采用球头铣刀和鼓形铣刀加工变斜角平面哪个加工效果好?为什么?
JT/BT/ST刀柄柄部锥度为()。
A:7:24
B:1:10
C:1:5
D:1:12
车削薄壁零件如何夹紧工件?
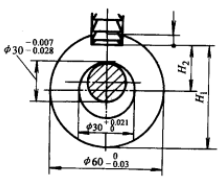
轴套类零件铣槽时,其工序尺寸有三种标注方法,如下图所示,定位销为水平放置,试分别计算工序尺寸H
1
、H
2
、H
3
的定位误差。
什么是辅助支承?使用时应注意什么问题?
立铣刀铣削平面轮廓时,铣刀应沿工件轮廓的切向切入,法向切出。
在铣床上铰刀退离工件时应使铣床主轴()。
A:正转(顺时针)
B:逆时针反转
C:停转
D:正反转均可
切削刃形状复杂的刀具宜采用()材料制造较合适。
A:硬质合金
B:人造金刚石
C:陶瓷
D:高速钢
普通车床加工螺纹与数控车床加工螺纹有何区别?
钻削加工时,轴向力主要是由横刃产生的。
什么叫工序和工步?划分工序的依据是什么?
刀具预调仪的作用是什么?其种类有哪些?
机械零件的真实大小是以图样上的()为依据。
A:比例
B:尺寸数值
C:技术要求
D:公差范围
在加工过程中的有关尺寸形成的尺寸链,称为工艺尺寸链。
铰削塑性金属材料时,若铰刀转速太高,容易出现()现象。
A:孔径收缩
B:孔径不变
C:孔径扩张
D:与转速无关
由于铰削余量较小,因此铰削速度和进给量对铰削质量没有影响。
车床上装夹轴类零件时,如何找正?
图示为轴套零件图,
。因A
2
不便测量,试用极值法计算工序尺寸A
3
及其偏差。
A
3
的基本尺寸为()mm。
A:30
B:20
C:40
D:25
简述对刀点与换刀点的区别。
在高温下,刀具切削部分必须具有足够的硬度,这种在高温下仍具有较高硬度的性质称为红硬性。
加工精度高、()、自动化程度高,劳动强度低、生产效率高等是数控机床加工的特点。
A:加工轮廓简单、生产批量又特别大的零件
B:对加工对象的适应性强
C:装夹困难或必须依靠人工找正、定位才能保证其加工精度的单件零件
D:适于加工余量特别大、质及余量都不均匀的坯件
采用夹具装夹工件有何优点?
刀具材料在高温下能够保持较高硬度的性能称为()。
A:硬度
B:红硬性
C:耐磨性
D:韧性和硬度
首页
<上一页
7
8
9
10
11
下一页>
尾页
 。因A2不便测量,试用极值法计算工序尺寸A3及其偏差。
。因A2不便测量,试用极值法计算工序尺寸A3及其偏差。 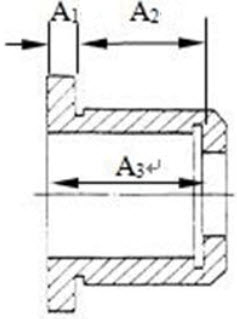 A3的基本尺寸为()mm。
A3的基本尺寸为()mm。