自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
在现代数控系统中都有子程序功能,FANUC数控系统中,能够正确调用子程序的编程语句是()。
A:G98 P0123
B:M99 P0050
C:M98 P0003
D:G99 P1002
FANUC系统中,在用户宏程序中运算的优先顺序是()。
A:函数、乘除、加减
B:乘除、加减、函数
C:乘除、函数、加减
D:加减、乘除、函数
在FANUC数控系统中,若径向的车削量远大于轴向时,则粗车固定循环指令宜使用G73。
在使用G54~G59指令建立工件坐标系时,就不再用()指令。
A:G90
B:G17
C:G49
D:G92
按“定位精度最高”的原则制定孔系加工工艺路线的目的是什么?
按“定位精度最高”原则,制定孔系加工路线的好处是什么?
在数控加工中,刀具刀位点相对于工件运动的轨迹称为()路线。
位置精度较高的孔系加工时,特别要注意孔的加工顺序的安排,主要是考虑到()
A:坐标轴的反向间隙
B:刀具的耐用度
C:控制振动
D:加工表面质量
某立式加工中心配置了回转工作台,其回转轴应定义为B轴。
材料是钢,欲加工一个尺寸为6F8深度为3mm的键槽,键槽侧面表面粗糙度为Ra1.6,最好采用()。
A:Φ6键槽铣刀一次加工完成
B:Φ6键槽铣刀分粗精加工两遍完成
C:Φ5键槽铣刀沿中线直一刀然后精加工两侧面
D:Φ5键槽铣刀顺铣一圈一次完成
无论什么数控系统。指令代码G71只用于轮廓粗车周定循环,而G70用于轮廓精车加工。
数控机床一般采用机夹刀具,与普通刀具相比机夹刀具有很多特点,但()不是机夹刀具的特点。
A:刀具要经常进行重新刃磨
B:刀片和刀具几何参数和切削参数的规范化,典型化
C:刀片及刀柄高度的通用化,规则化,系列化
D:刀片及刀具的耐用度及其经济寿命指标的合理化
在编写圆弧插补程序时,若用半径R指定圆心位置,不能描述整圆。
铣削固定循环的六个动作是什么?
下面程序段中,N0060语句的主要作用是()。 … N0050 G90 G54 G00 X0 Y0 S1200 M03 N0060 CT44 Z0.5 HO1 …
A:快速下刀,指定寄存器号
B:Z轴快速移动,建立刀具半径补偿
C:快速抬刀,取消刀具长度补偿
D:快速下刀,建立刀具长度补偿
FANC数控系统中,#22属于()。
A:常量
B:公共变量
C:系统变量
D:局部变量
在零件图中,形位公差符号
表示该零件的几何要素之间有()要求。
A:平行度
B:垂直度
C:同轴度
D:圆度
对于FANUC系统,()指令不能取消长度补偿?
A:G49
B:G44 H00
C:G43 H00
D:G41
逐点比较法加工圆弧,如果误差函数大于零,则当前点在圆上、圆内还是圆外?
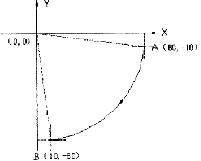
圆弧几日的圆心位于坐标原点,便用圆弧插补指令及地址I、J编写如图所示的圆弧,正确的程序是()。
A:G02 X10 Y-80.0 180.0 J-10.0
B:G02 X10 Y-80.0 I-80.0 J10.0
C:G03 X10 Y-80.0 I-10.0 J80.0
D:G02 X10 Y-80.0 I-10.0 J80.0
在FANUC数控系统中,程序段N22 G32 X23.2 Z-25.0 F1.5用于加工()螺纹。
A:M24×l.5
B:M12×l.5
C:M24×2.0
D:M32X1.5
CNC装置软件结构模式有哪几种?
CNC装置中数据转换流程,按顺序有哪几个过程?
在FANUC数控系统中,执行程序段G04 x1.5时,刀具进给将暂停1.5毫秒。
数控回转工作台进给系统采用闭环控制时,位置检测元件安装在什么位置?
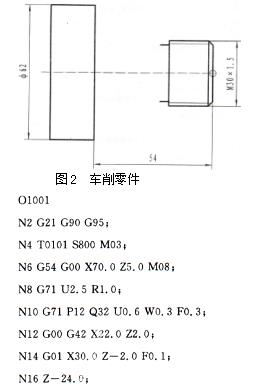
用Ф5×80的棒料加工成零件,左端面及外圆Ф62已加工完毕。装夹左侧Ф62外圆加工零件右侧各要素,根据给定的粗、精加工和切槽程序,在下面的图中画出中间缺省部分的零件几何形状,并标注相应的尺寸(长度,直径、圆弧、退刀槽)。
在同一程序段中使用两个同组G指令,则()。
A:最后一个有效
B:第一个有效
C:同时有效
D:视具体情况而定
何为爬行现象?防止爬行的措施最主要的有哪些?
G00指令下的移动速度可以由F代码改变。
在(50,50)坐标点,钻一Φ12mm、深10mm的孔,Z坐标零点位于零件的上表面,正确的程序段为()。
A:G85 X50.0 Y50.0 Z-10.0 R6 F60
B:G81 X50.0 Y50.0 Z-10.0 R6 F60
C:G81 X50.0 Y50.0 Z-10.0 R3.0 F60
D:G83 X50.0 Y50.0 Z-10.0 R3.0 F60
首页
<上一页
7
8
9
10
11
下一页>
尾页
 表示该零件的几何要素之间有()要求。
表示该零件的几何要素之间有()要求。