自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控加工工艺》
YT类硬质合金中,含钴量多,承受冲击性能好,适合粗加工。
刀具几何角度中,()对断屑影响最明显。
A:前角
B:后角
C:主偏角和刃倾角
D:副偏角
高速钢与硬质合金相比,具有硬度较高,红硬性和耐磨性较好等优点。
什么是欠定位?为什么不能采用欠定位?
图示零件,镗孔前A、B、C面已经加工好。镗孔时,为便于装夹,选择A面为定位基准,并按工序尺寸L
4
进行加工。已知
。 试用极值法计算L
4
的尺寸及其偏差:
L
4
的下偏差为()mm。
A:+0.03
B:+0.02
C:-0.01
D:-0.03
车削过程中产生的切削热主要通过()传散出去。
A:工件
B:刀具
C:切屑
D:周围介质
制订零件车削加工工序应遵循哪些原则?
切屑的种类有哪些?不同类型切屑对加工过程和加工质量有何影响?
YG类硬质合金主要用于加工()材料。
A:铸铁和有色金属
B:合金钢
C:不锈钢和高硬度钢
D:工具钢和淬火钢
分析尺寸链时,为何要遵循尺寸链最短原则?
切削力可分解为主切削力、切深抗力和进给抗力,消耗功率最大的是()。
A:进给抗力
B:切深抗力
C:主切削力
D:不确定
组合夹具是一种标准化,系列化、通用化程度较高的工艺装备。
车削螺纹时,为何要有引入距离与超越距离?
对于下图所示零件,已知A、B、C、D 及E 面均已经加工好,试分析加工Φ10mm 孔时用哪些表面定位比较合理?为什么?
如下图所示零件,A1=
mm,A2=
mm,A3=
mm。因A3不便测量,试重新标出测量尺寸A4及其公差。
在磨一个轴套时,先以内孔为基准磨外圆,再以外圆为基准磨内孔,这是遵循()的原则。
A:基准重合
B:基准统一
C:自为基准
D:互为基准
切削脆性金属材料时,一般不易产生积屑瘤。
数控编程时,通常用F指令表示刀具与工件的相对运动速度,其大小为()。
A:每转进给量f
B:每齿进给量f
z
C:进给速度v
f
D:线速度v
c
什么是积屑瘤?它是怎样形成的?对切削过程有何影响?如何抑制积屑瘤的产生?
加工中心加工时,零件一次安装应完成尽可能多的零件表面加工,这样有利于保证零件各表面的()
A:尺寸精度
B:相互位置精度
C:表面粗糙度
D:形状精度
立式加工中心是指()的加工中心。
A:主轴为水平
B:主轴为虚轴
C:主轴为垂直
D:工作台为水平
YG类硬质合金主要用于加工铸铁、有色金属及非金属材料。
外圆车刀:Kr=90°,Kr’=35°,γo=8°,αo=αo’=10°,λs=5°,要求绘制刀具示意图并标注上述几何角度。
前角的作用和选择原则是什么?
基准不重合误差是因定位基准与设计基准不重合而造成的。
()是切削用量中的重要参数,精加工时需根据表面粗糙度要求、工件材料、刀尖圆弧半径和切削速度等进行选择。
A:进给量
B:背吃刀量
C:切削速度
D:主轴转速
换刀点是指在编制数控程序时/相对于机床固定参考点而设置的一个自动换刀的位置/它一般不能设置在()
A:加工零件上
B:程序原点上
C:机床固定参考点上
D:浮动原点上
粗基准选择的原则有哪些?
由于硬质合金的抗弯强度较低,抗冲击韧性差,其合理前角应小于高速钢刀具的合理前角。
在机器装配或零件加工过程中,由互相联系且按一定顺序排列的尺寸组成的封闭链环,称为尺寸链。
首页
<上一页
6
7
8
9
10
下一页>
尾页
 。 试用极值法计算L4的尺寸及其偏差:
。 试用极值法计算L4的尺寸及其偏差: 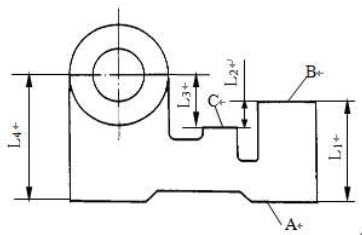 L4的下偏差为()mm。
L4的下偏差为()mm。
 mm,A2=
mm,A2=  mm,A3=
mm,A3=  mm。因A3不便测量,试重新标出测量尺寸A4及其公差。
mm。因A3不便测量,试重新标出测量尺寸A4及其公差。 