自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:高级卷烟卷接工
YJ17卷烟机均墨辊与油墨喷嘴的间隙应小于()。
YJ17卷烟机机械手传送装置上的抽吸槽应始终处于(),否则烟支无法正常传送。
YJ19卷烟机调节油墨辊与墨缸之间的间隙可改变油墨()。
YJ17卷烟机烟支传送V型导轨上的负压吸风是由卷烟机大风机提供的。
YJ19供料系统()系统由一系列刮刀进行清洁,这些刮刀可以清除粘在吸丝带轮槽底或轮子表面上的烟丝或烟垢。
YJ17平准器主要由劈刀盘,刷丝轮和()装置组成。
YJ19风扇辘的转速越高,送入烟梗抽取装置的烟梗量就()。
A:越少
B:越多
C:不变
D:不一定
简述YJ19卷烟机进烟鼓轮与拨烟轮的同步位置调整。
YJ17卷烟机盘纸制动装置调整时,其摆辊与转向辊的间距在15mm时,制动片应刚刚松开()。
卷烟机自动进刀机构可避免刀片因刃磨引起刀片变短,而影响正常切割。
卷烟机喇叭嘴支架曲柄的偏心距可根据烟支直径要求调整。
YJ17烟支重量控制装置测量头中的安全闸是一个(),只有在卷烟速度达SRM90控制系统预设的阀值时才打开。
简述YJ19卷烟机自动进刀机构工作原理。
YJl7型卷烟机烟舌调整时,入口间隙等于铲丝刀出口高度加()mm。
A:0.1~0.2
B:0.2~0.3
C:0.3~0.5
D:0.4~0.5
YJ17卷烟机调整烙铁进出口高低位置时,逆时针转动定位螺母()烙铁。
YJ17卷烟机V型导轨下端装有()吸风管,用于引导双倍长烟支运行和稳定烟支传送。
YJl7卷烟机有一个卷烟纸导向辊两环内表面之间的距离等于()宽度减去0.3mm。
()装置利用两只旋转方向相反的圆盘把多余的烟丝修剪下来返回供料系统,经平准器装置修剪后符合工艺要求的烟丝束送到卷烟纸上方,负压消失。
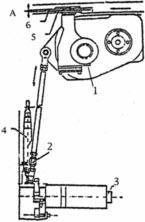
根据图示简述YJ17平准器上极限位置的调整。
1.平准器;2.调节螺杆;3.伺服电机;4.位置传感器;5.劈刀盘;6.劈刀盘导轨
YJ19卷烟机第二拨烟轮保证双长烟支平行进入旋转中的()。
YJ19供料系统为了使平准器削减后的烟丝束基本均匀一致,采用()和控制装置来控制平准器或吸丝带压带轮上下运动位置。
A:自动供丝
B:回丝
C:检测
D:吸丝张紧
YJ19卷烟机制动装置调整时,卷烟纸从制动辊中拉出的摩擦阻力读数应在()g之间。
A:200~250
B:300~350
C:400~450
D:500~550
YJ19在料斗右侧有一电机带动变速器,再通过齿形带、限矩器传动()和阀辊,这一区域的传动带需要轻微地张紧。
A:弹梗辊
B:弹丝辘
C:风扇辘
D:集流管
卷烟机布带轮的直径设计为()。
A:可调式
B:固定式
C:自动式
D:选择式
YJ17供料系统除梗机构调整时()方向转动两个螺钉以降下挡板。
YJ17平准器的驱动由SE机印刷装置传动轴经()传动。
A:三角带
B:齿形带
C:多楔带
D:齿轮
YJ17供料系统烟丝输送带检查时需打开侧门,用手盘动该机构,翻起()。
论述YJ19卷烟机单、双色牌子箱油墨供给量的调整步骤及方法。
YJ17卷烟机切烟刀手动进刀按下按钮时间不得少于()秒。
A:2
B:3
C:4
D:5
卷烟纸和烟丝束是由布带带动进入烟枪通道的。
首页
<上一页
5
6
7
8
9
下一页>
尾页
 1.平准器;2.调节螺杆;3.伺服电机;4.位置传感器;5.劈刀盘;6.劈刀盘导轨
1.平准器;2.调节螺杆;3.伺服电机;4.位置传感器;5.劈刀盘;6.劈刀盘导轨