自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:加工中心操作工
喷吸钻用于深孔加工。
在试切加工中,刃磨刀具和更换刀具辅具后,可重新设定刀号.
一件产品的生产时间定额,是完成这个零件的各个工序时间定额的总和。
利用sLA技术制造的产品表面光洁虽然在侧面和曲面上在所建造的各层之间有阶梯,但在零件顶层的表面可得到玻璃状的光滑表面。
数控机床加工时,选择刀具的切削角度与在普通机床上加工时是不同的.
设备润滑的“三过滤”是指入库过滤、发放过滤、()。
我国古代将“道德”二字连用始于()。
A:春秋战国
B:秦朝
C:唐朝
D:宋朝
正常情况下,液压系统的油温应控制在5摄氏度。
酸雨通常指PH值小于5.6的降水,包括雨、露、雹、雪等。酸雨中的硫酸、硝酸是其周围空气中()大量排放所造成的。
A:二氧化碳和二氧化硫
B:氨气和二氧化碳
C:氨气和氮氧化物
D:二氧化硫和氮氧化物
气压传动的特点是()。
A:结构紧凑、无污染
B:工作速度快、动作频率高,适于完成频繁启动的辅助动作
C:产生较大的力或力矩、动作平稳可靠
D:易于调节和控制、噪音较小
事故处理的“三不放过”是指事故经过原因没有查清不放过;事故责任者和群众没有受到教育不放过;()不放过。
单轴转塔自动车床的辅助运动是凸轮机构控制的。
压力增大时,液压油的粘度也随之增大。
为了使机床达到热平衡状态必须使机床运转()。
A:5min
B:10min以下
C:4min
D:15min以上
()只接收数控系统发出的指令脉冲,执行情况系统无法控制。
A:闭环伺服系统
B:开环伺服系统
C:半闭环伺服系统
D:断联伺服系统
在公差带图解中,由()限定公差带的区域。
A:上偏差
B:下偏差
C:大偏差
D:小偏差
E:设备允差
铸铁一般使用“K”类硬质合金刀片来加工,下列牌号()的硬度为最高。
A:K01
B:K10
C:K15
D:K30
加工中心按照主轴结构特征分类,可分为()和可换主轴箱的加工中心。
A:复合加工中心
B:五面加工中心
C:单轴、双轴、三轴
D:单体加工中心
封闭环是在装配或加工过程的()阶段自然形成的一环。
A:最开始
B:中间
C:最后
D:任一
工件加工完毕后,应将各坐标轴停在()位置。
A:前端
B:后端
C:中间
D:任意
通过数控语言而编写的零件程序与用规定地址指令和格式编写的可直接用于机床的零件加:f=程序有着本质的区别,这种程序称为编译程序。
制造工程师中,在()情况下不需要用到“轨迹打断”命令。
A:加工断刀后要继续加工
B:加工深度太深时
C:轨迹太长,后处理代码容量太大
D:正常切削
所谓磨钝标准就是规定刀具的后刀面磨损量VB不超过某规定的值。
通按ISO832-985国际标准,机夹式可转位刀片的代码由()位字符串组成。
A:6;
B:8;
C:9;
D:0
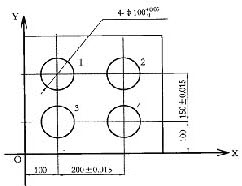
利用机床的位置显示功能检测图示孔对角线和直角方向孔距坐标
卧式数控车床的默认坐标平面指令是()。
A:G17
B:G18
C:G19
D:G20
某系统在()处拾取反馈信息,该系统属于半闭环伺服系统。
A:校正仪
B:角度控制器
C:旋转仪
D:电动机轴端
某加工中心进行镗孔加工时,所镗出的孔有圆度误差,但该孔与其基准的相互位置满 足要求,造成这种误差的原因很可能是()。
A:机床的传动误差
B:机床导轨的导向误差
C:机床主轴的纯径向跳动
D:机床主轴的纯轴向窜动
()故障是指在同样的条件下,只偶然出现的故障。它往往与机械结构的局部松动、数控系统中部分元件工作特性的漂移等因素有关。
华中I型数控系统能实现4通道16轴控制和9轴联动,有独创性的SDI算法,能实现复杂曲面的(),可获得最大的轮廓逼近精度。
A:直接插补
B:直线插补
C:顺圆插补
D:逆圆插补
首页
<上一页
61
62
63
64
65
下一页>
尾页