自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
交互式图形自动编程是以CAD为基础,采用编程语言自动给定加工参数与路线,完成零件加工编程的一种智能化编程方式。
Z坐标的正方向,以下说法错误的是()。
A:使工件尺寸增大的方向
B:刀具远离工件的方向
C:刀具趋近工件的方向
在正常情况下,工件坐标原点可以设在任何地方,但从安全和简化编程考虑,一般将编程原点设在工件()。
A:上表面
B:底面
C:侧面
机械加工表面质量将影响零件的耐磨性、耐蚀性、()和()性质。
逐点比较法
V形铁是以()为定位基面的定位元件。
A:外圆柱面
B:内圆柱面
C:内锥面
D:外锥面
数控机床中,常用驱动元件有()
A:步进电机
B:直流伺服电机
C:交流伺服电机
D:感应同步器
用户宏程序功能是数空系统具有()功能的基础。
A:人机对话编程
B:自动编程
C:循环编程
D:几何图形坐标变换
选择刀具起始点时应该考虑:()
A:选择工件的外侧
B:每一把刀具应在起点重合
C:防止与工件或夹具发生碰撞
D:在机床原点
在多坐标数控加工中,采用截面线加工方法生成刀具轨迹,一般(排除一些特殊情况)采用()。
A:球形刀
B:环形刀
C:端铣刀
在齿轮的投影为非圆的视图中,若为斜齿圆柱齿轮,则应在视图的未剖切部分画出( )。
A:三条与齿向平行的粗实线
B:三条与齿向平行的细实线
C:两条与齿向平行的点划线
D:三条与齿向平行的双点划线
千分尺的精确度为:()mm。
A:0.1;
B:0.01;
C:0.001;
D:1。
只在被指令的程序段内有效的G代码是()
A:G00
B:G04
C:G20
D:G40
数控编程数控机床由四个基本部分组成()、数控装置、伺服机构和机床机械部分。
A:数控程序
B:数控介质
C:辅助装置
D:可编程控制器
数控系统的()端口与外部计算机连接可以发送或接受程序。
A:SR-323
B:RS-323
C:SR-232
D:RS-232
工作数据是PLC运行过程中需要经常存放且随时改变的一些中间数据,一般存放在()中。
A:CPU
B:RAM
C:ROM
D:EPROM
数控机床按控制系统的特点可分为开环、闭环和半闭环系统。()
绝对坐标系
数控编程数控系统常用的两种插补功能是()。
A:直线插补和圆弧插补
B:直线插补和抛物线插补
C:圆弧插补和抛物线插补
D:螺旋线插补和和抛物线插补
进给倍率选择开关在自动进给操作时,不可以调整进给量。
零件图应包括( )内容。
A:一组视图
B:规格尺寸
C:完整的尺寸
D:标题栏
E:明细表
F:技术要求
步进电机和滚珠丝杠之间的传动应选用()。
A:偏心套消除齿侧间隙机构
B:双片薄齿轮消除齿侧间隙机构
C:斜齿轮轴向压簧消除齿侧间隙机构
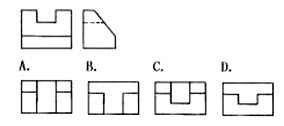
根据主视图和左视图,选择正确的俯视图( )。
A:A
B:B
C:C
D:D
伺服系统包括驱动装置和执行机构两大部分。
下列选项不是数控机床位置精度的是()。
A:定位精度
B:俯仰与扭摆
C:微量位移精度
D:重复定位精度
在铣床上直接加工精度在IT9以下的孔采用()加工。
A:麻花钻
B:铰刀
C:镗刀
D:扩孔钻
G91G01X12Y16F100执行后,刀具移动了()mm。
A:20
B:50
C:25
D:28
精铣的进给率应比粗铣()。
A:大;
B:小;
C:不变;
D:无关。
根据控制运动方式的不同,机床数控系统可分为()。
A:开环控制系统
B:闭环控制系统
C:半闭环控制系统
D:点位控制系统
E:连续控制系统
在一个程序段中,M代码可指令()次
A:多次
B:3
C:2
D:1
首页
<上一页
55
56
57
58
59
下一页>
尾页