自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
S500表示每小时500转。
在直流主轴伺服系统中,“LED4灯亮,过载”会造成()故障。
A:主轴不能转动
B:电动机过热
C:运转停止
D:热继电器跳闸
利用I、J表示圆弧的圆心位置,须使用增量值。()
数控机床中的标准坐标系采用(),并规定()刀具与工件之间距离的方向为坐标正方向。
轮廓线可以用细实线来表示。
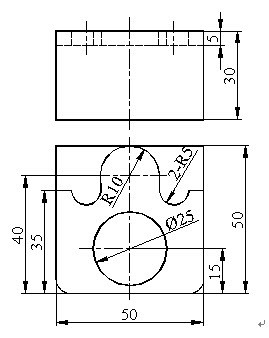
编程题: 零件图如图所示,要求以小批量生产条件编程,毛坯为60×60×35的45#钢板。
数控车床具有()控制和自动加工功能,加工过程不需要人工干预,加工质量较为稳定。
A:机动
B:自动
C:程序
D:过程
车削面有明显振纹的主要原因是()。
A:工件太软
B:进给太慢
C:刀杆伸出太长
D:刀鼻半径太小
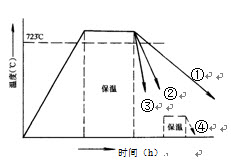
在机械加工过程中,对零件进行热处理是保证其机械性能的重要环节,根据图3所示钢的热处理工艺曲线判断,下列叙述正确的是()。
A:①回火、②退火、③淬火、④正火
B:①淬火、②正火、③回火、④退火
C:①正火、②退火、③回火、④淬火
D:①退火、②正火、③淬火、④回火
钢渗碳后,其表面即可获得很高的硬度和耐磨性。
加工深孔时,对直径在φ3—φ20的小直径采用()。
A:枪孔钻
B:硬质合金钻头
C:喷吸钻
D:高压内排屑钻
加工中心是在数控()的基础上发展起来的。
A:车床
B:铣床
C:钻床
D:磨床
刀具容易产生积屑瘤的切削速度大致是在()范围内。
A:低速
B:中速
C:减速
D:高速
数控车床加工螺纹时,要消除应力集中,可以切()。
数控编程数控机床的优点是()。
A:加工精度高.生产效率高.工人劳动强度低.可加工复杂型面.减少工装费用.
B:加工精度高.生产效率高.工人劳动强度低.可加工复杂型面.工时费用低
C:加工精度高.专用于大批量生产.人劳动强度低.可加工复杂型面.减少工装费用.
D:加工精度高.生产效率高.对操作人员的技术水平要求低.可加工复杂型面.减少工装费用
夹紧力W、切削力F、工件重量G,加工时选择()时,所需夹紧力最小。
A:三力同向
B:W与、F、G反向
C:W与、F、G垂直
D:3种答案均不对
G41/G42和G40之间可以出现子程序和镜像加工。
固定循环是预先给定一系列操作,用来控制机床的位移或主轴运转。()
一个主程序调用另一个主程序称为主程序嵌套。()
由直线和圆弧组成的平面轮廓,编程时数值计算的主要任务是求各()坐标。
A:节点
B:基点
C:交点
D:切点
准备功能字的地址符是(),是建立机床或控制系统工作方式的一种命令。
A:字符M
B:字符G
C:字符S
D:字符F
公差为0.01的φ10轴与公差为0.01的φ100轴相比加工精度()。
A:φ10高
B:φ100高
C:差不多
D:无法判断
用长V型铁定位可以限制工件()个自由度
A:1
B:2
C:3
D:4
()检查液压油路,清洗溢流阀、减压发、滤油器、油箱,过滤或更换液压油。
A:每天
B:每半年
C:每年
D:一级保养
M30不但可以完成M02的功能还可以使程序自动回到开头()
在数控车床上试车削工件后的度量尺度,发现存在少量误差时应()
A:调整刀具
B:修改程序
C:修磨刀具
D:修改刀具磨耗补偿量
()指令是间断端面加工循环指令,主要用于端面加工。
A:G72
B:G73
C:G74
D:G75
数控车(FANUC系统)固定循环G74是钻孔循环
强力铣削的实质主要是增大(),它的效果要比高速铣削好
A:刀具直径
B:铣削层深度
C:进给度
D:切削速度
可以用来制作切削工具的材料是()。
A:低碳钢;
B:中碳钢;
C:高碳钢;
D:镍铬钢
首页
<上一页
48
49
50
51
52
下一页>
尾页