自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
有些系统在编程时,既可使用小数点编程,也可使用()编程。
辅助功能代码M21代表的含义是()。
A:冷却液开
B:冷却液关
C:X轴镜象
D:Y轴镜象
车床的进给方式分每分钟进给和每转进给两种,一般可用G94和G95区分。()
具有独立的定位作用且能限制工件的自由度的支承称为辅助支承。()
带传动是依靠()来传递运动和动力的。
A:带的张坚力
B:带的拉力
C:带与带之间摩擦力
D:带的弯曲力
与普通车床刀具相比,数控车床刀具具有更高的刚度和更长的()。
A:刀头
B:刀杆
C:寿命
D:硬度
切削液的种类很多,按其性质,可分为三大类:水溶液、()、切削油。
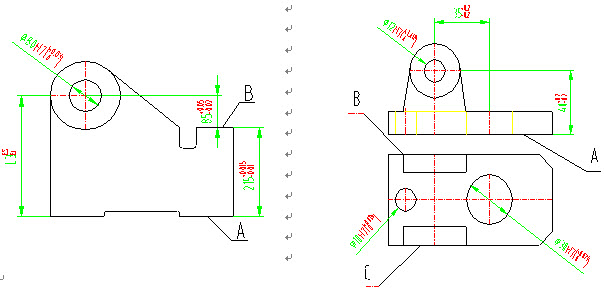
工艺尺寸链的计算 下图所示为某零件简图,其A,B面均已加工完毕,现在卧式数控铣樘床上镗图中孔ф80H7,为使工件装夹方便稳定可靠,选择A面为镗孔定位基面,试计算工序尺寸L3及其偏差。
准备功能指令,主要用于指定数控机床的()方式,为数控系统的插补运算做好准备。
A:运动
B:静止
C:启动
D:运转
建立工件坐标系的方法一般有(),其中()需要注意起刀点。
暂停指令G04的功能是()。
A:把机床的主运动暂时停止
B:把程序的执行暂时停止
C:把主轴的转动暂时停止
D:把进给运动暂时停止
数控加工中心机床是属于()数控机床。
A:回转刀架
B:更换主轴箱
C:带刀库自动换刀
车削加工中心与普通数控车床区别在于()。
A:有刀库与主轴进给伺服
B:有刀库与对刀测量装置
C:有多个伺服刀架
D:加工速度高
刀具半径尺寸补偿指令的起点不能写在()程序段中。
A:G00
B:G02/G03
C:G01
数控车床需对刀具尺寸进行严格的测量以获得精确数据,并将这些数据输入()系统。
A:控制
B:数控
C:计算机
D:数字
数控编程在轮廓加工中一般所说的程序编制误差是()。
A:逼近误差
B:插补误差
C:尺寸圆整误差
D:计算误差
数控车床的坐标一般为YOZ坐标系。
数控车床所选择的夹具应满足安装调试方便、钢性好、()高、使用寿命长等要求。
A:可加工性
B:粗糙度
C:精度
D:机械性能
在数控车床的纵横向丝杠上安装旋转变压器,测量丝杠的转角反馈到机床数控装置这种车床的控制方式是()。
A:开环控制系统
B:闭环控制系统
C:半闭环控制系统
程序段G70P10Q20中,G70的含义是()加工循环指令。
A:螺纹
B:外圆
C:端面
D:精点
数控机床的使用要求主要包括()、()、()、()及严格按照数控加工的工艺要求几个方面。
加工高精度叶片时应采用()轴连动的数控机床。
A:3轴
B:5轴
C:2轴
D:2.5轴
在主程序中调用子程序O1000,其正确的指令是()。
A:M98 O1000
B:M99 O1000
C:M98 P1000
D:M99 P1000
数控机床编程序时常用刀具补偿,下面()是错误的。
A:刀具左补偿
B:刀具右补偿
C:刀具长度补偿
D:刀具直径补偿
工件以两孔一面为定位基准,采用一面两圆柱销为定位元件,这种定位属于()定位。
A:完全
B:部分
C:重复
D:永久
一数控机床采用方式三回参考点,X轴在回参考点时,X轴运动但找不到参考点,至碰到限位开关,CRT显示报警"XAXISATMAXTRAVE"。根据故障现象,判断故障原因。
乳化液主要用来减少切削过程中的摩擦和降低切削温度。
零件的加工质量要求较高时,其加工过程常分为()、()、()、()。
在铰孔和浮动镗孔等加工时都是遵循()原则的。
A:互为基准
B:自为基准
C:基准统一
选用液压油时,若工作温度高、压力大、速度低,宜选用粘度性低的油()
首页
<上一页
3
4
5
6
7
下一页>
尾页