自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
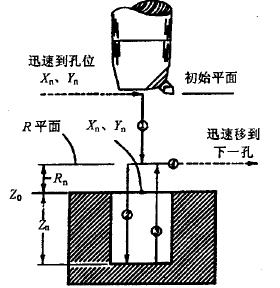
图所示为孔加工固定循环指令的动作,根据动作步序可以判断,该指令为()。
A:G73
B:G81
C:G83
D:G85
大部分代码都是非续效(模态)代码。
FANUC粗车固定循环指令G71中的粗车深度的地址码是R××。
数控机床目前主要采用机夹式刀具。
直线进给率的单位为();旋转进给率的单位为()。
什么是自动换刀装置?
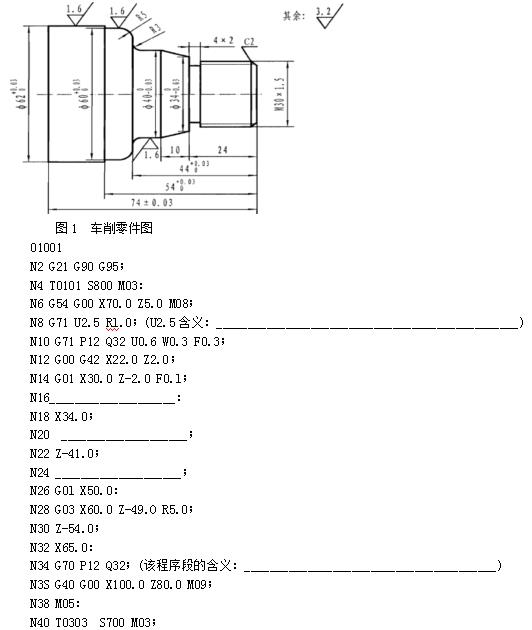
被加工零件如图1所示。材料为中Φ65的45#钢棒料,左端面和中Φ62尺寸已加工完毕,现装夹击Φ62尺寸加工零件的右端各要素,工件坐标系原点在零件右端面的回转中心处,请仔细阅读图纸,然后填写注释、补齐程序。
轮廓铣削时,刀具补偿的建立于取消一定在轮廓上才能生效
根据CNC装置硬件所含有的CPU多少来分,可分为哪两大类系统?
铣削固定循环中,在R点平面确定以后,采用绝对、增量编程时,Z轴的坐标编程值是不同的。
在G43 G01 Z15.0 H04 F300.0语句中,H04表示()。
A:刀具表面的地址是4
B:Z轴的位置是4
C:长度补偿值是4
D:半径补偿值是4
下列程序段中,在XY平面内进行插补的语句是()。
A:G17 G91 G02 X15.4 R7.7
B:G91 G18 G03 Z-10.0 R5.0
C:G91 G19 G02 Z4.5 R2.25
D:G91 G16 G02 X11.0 Z0 R5.5
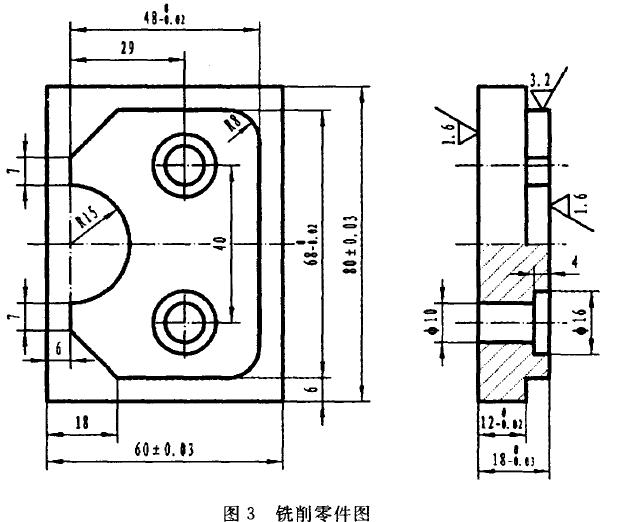
被加工零件如图3示。零件四周的60×80尺寸、上下表面及内腔槽已加工到尺寸,准备加工上凸台的外形轮廓,采用Φ8立铣刀,工件坐标系设定:X。、Y。在零件的左下角,Z。在工件的上表面。 利用刀具长度补偿和半径补偿功能,编写凸台外形轮廓加工程序,仔细阅读图纸,在程序空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。
刀具在X、Y平面从点(50,100)快速移动到(50,60),下列用增量坐标表示正确的语句是()。
A:G91 G00 X50.0 Y160.0
B:G91 G00 X-40.0 Y0
C:G00 V0 W-40.0
D:G00 U0 V-40.0
下列说法哪个是正确的()
A:标准麻花钻头的导向部分外径一致,即外径从切削部分到尾部直径始终相同
B:标准麻花钻头的导向部分外径有倒锥量即外径从切削部分到尾部逐渐减小
C:标准麻花钻头的导向部分外径有倒锥量即外径从切削部分到尾部逐渐加大
D:标准麻花钻头的导向部分外径一致,在尾部的夹持部分有莫氏锥度
闭环控制系统直接检测的是()。
A:电机轴转动量
B:丝杠转动量
C:工作台的位移量
D:电机转速
在FANUC数控系统中,程序段G04 P2000的含义是()。而G04 X3.0的含义是()。
设计螺纹加工刀具路径时,为什么要引入“引出距离”?
按铣刀形状分有()、()、()、()
在x、Y平面,刀具从点(50,100)快速移动到点(50,60),下面用增量坐标表示
不正确
的语句是()。
A:G91 G00 X0 Y-20.0
B:G00 V-20.0
C:G00 W-20.0
D:G00 U0 V-20.0
采用固定循环编程可以()。
A:加快切削速度,提高加工质量
B:缩短程序的长度,减少程序所占的内存
C:减少换刀次数,提高切削速度
D:减少吃刀深度,保证加工质量
刀具刀位点相对于工件运动的轨迹称为加工路线,走刀路线是编写程序的依据之一。下列叙述中(),
不属于
确定加工路线时应遵循的原则。
A:加工路线应保证被加工零件的精度和表面粗糙度
B:使数值计算简单,以减少编程工作量
C:应使加工路线最短,这样既可以减少程序短,又可以减少空刀时间
D:对于既有铣面又有镗孔的零件,可先铣面后镗孔
同一指令代码,在不同数控系统中所代表的功能可能是不一样的。
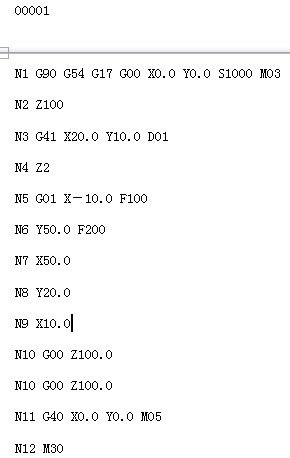
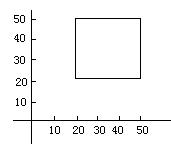
如图所示,在XY平面内使用半径补偿功能进行轮廓切削,设起始点在X0、Y0,高度100mm处,切削深度为10mm,Z轴进给速度为F100,X、Y轴进给速度为F200,程序如下: (1)程序能否加工出图示轮廓。 (2)会出现什么情况,分析原因。 (3)写出正确的程序。
在加工程序中,进给功能F所表示的单位是直线进给率或是旋转进给率是通过数字的大小来判断的。
数控机床旋转轴之一的A轴是绕y轴旋转的轴。
FANC数控系统中,#2属于()。
A:局部变量
B:常量
C:系统变量
D:公共变量
H寄存器通常存放刀具半径补偿值。
数控加工程序的定义是按规定格式描述零件()和()的数控指令集。
在FANUC数控系统中,指令M98 P51020表示的含义为()。
A:返回主程序为1020程序段
B:返回子程序为1020程序段
C:调用程序号为1020的子程序连续调用5次
D:重复循环1020次
首页
<上一页
3
4
5
6
7
下一页>
尾页