自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
不等距蜗杆齿根圆最小轴向齿间宽度窄到一定限度时左右侧面车刀与牙槽()发生干涉。
A:相对侧面
B:对应侧面
C:齿根圆
D:齿尾部
允许尺寸的变动量称()。
A:轮廓公差
B:形状公差
C:尺寸公差
D:允许公差
选择对刀点时应选在零件的()
A:设计基准上
B:零件边缘上
C:任意位置
D:中心位置
螺纹加工时,为了减小切削阻力,提高切削能力,刀具前角往往较大(100),此时,如用焊接螺纹刀,磨制出600刀尖角,精车出的螺纹牙型角()。
A:大于600
B:小于600
C:等于600
D:都可能
数控编程数控编程时,应首先设定()。
A:机床原点
B:固定参考点
C:机床坐标系
D:工件坐标系
退火的目的是改善钢的组织,提高其强度,改善切削加工性能。()
直线控制数控机床
数控机床一般要求定位精度为()。
A:0.01~0.001mm
B:0.02~0.001mm
C:0.01~0.001um
D:0.02~0.001um
当刀尖位于主切削刃最低点时,车刀的刃倾角为正值
发生电火灾时,首先必须切断电源,然后救火和立即报警。()
数控加工中心适宜于加工()的零件。
A:形状复杂内容多
B:多次装夹调整
C:平面轮廓
D:立体轮廓
E:工艺装备多
未注线性尺寸公差一般用于较低精度的非配合尺寸
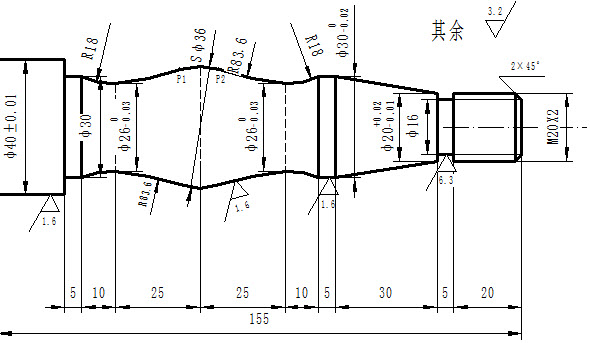
编程题: 用数控车床加工如图所示零件,材料为45号钢调质处理,毛坯的直径为44mm,长度为180mm。按要求完成零件的加工程序编制。[注:工件坐标原点设在右端面时,P1点的坐标为:(17.055,-100.757)、P2点的坐标为:(17.055,-89.243)]。 (1)粗加工程序使用固定循环指令; (2)对所选用的刀具规格、切削用量等作简要工艺说明; (3)加工程序单要字迹工整。
使用铣床虎钳夹持工件时,可使用合成树脂或软质手槌敲打工件,以确实定位。()
数控设备回参考点故障的主要形式有()和()。
牌号为45的钢的含碳量为百分之()。
A:45
B:4.5
C:0.45
D:0.045
编制工艺规程时,所采用的加工方法及选用的机床,它们的生产率越高越好。( )
在一个以球面为坐标原点的圆球铝一个通过轴心的盲孔,需要限制()个自由度。
A:1
B:2
C:3
D:4
再程序中同样轨迹的加工部分,只需制作一段程序,把它称为(),其余相同的加工部通过调用该程序即可。
A:调用程序
B:固化程序
C:循环指令
D:子程序
半径补偿仅能在规定的坐标平面内进行,使用平面选择指令G18可选择()为补偿平面。
A:XY平面
B:ZX平面
C:YZ平面
D:任何平面
在花盘角铁上加工工件时,为了避免旋转时偏重而影响精度,因此()。
A:转速不宜太高
B:必须用平衡铁平衡
C:切削用量应选择小些
精铣削时,在不考虑螺杆背隙情况下,顺铣削法较不易产生振动。()
测量偏心距时的量具有百分表、活动表架、检验()、V形架、顶尖等。
A:环规
B:量规
C:平板
D:样板
精加工时为避免切屑拉毛()表面,应选择正值的刃倾角。
A:已加工
B:待加工
C:加工
D:辅助
数控系统中,()组G指令是插补(切削进给)指令。
A:G00G28;
B:G10G11;
C:G04G27;
D:G01G03
编程时对于多次出现的重复程序段常编成(),使用过程中可由()多次重复调用。
刀具磨钝标准确定后,刀具寿命也就确定了()
车削轮廊零件时,如不用半径刀补,锥度或圆弧轮廓的尺寸会产生误差。
封闭环是在()阶段自然形成的一环
A:装配或加工过程的最后
B:装配中间
C:装配最开始
D:加工最开始
液压马达是液压系统中的()。
A:动力元件
B:执行元件
C:控制元件
D:增压元件
首页
<上一页
45
46
47
48
49
下一页>
尾页