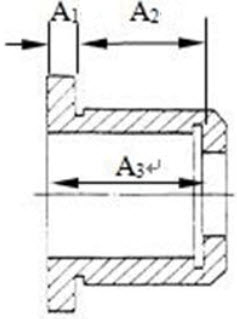
下图所示套筒,除缺口B外,其余各面都已加工好。以端面A定位加工缺口时,用极值法计算尺寸A3及其偏差:
第1题,共4个问题
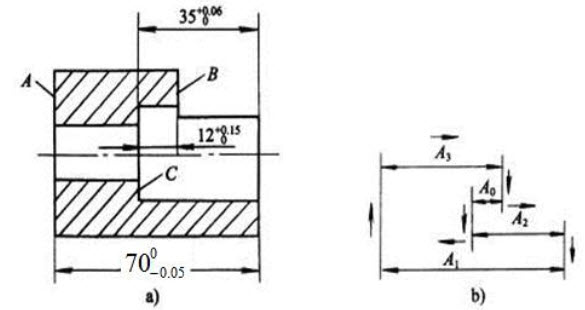
(单选题)A1、A2、A3、A0组成的尺寸链中,封闭环是()。
A:A1
B:A2
C:A3
D:A0
第2题,共4个问题
(单选题)A3的基本尺寸为()mm。
A:37
B:27
C:47
D:35
第3题,共4个问题
(单选题)A3的下偏差为()mm。
A:+0.04
B:+0.02
C:0
D:-0.03
第4题,共4个问题
(单选题)A3的上偏差为()mm。
A:0
B:+0.04
C:-0.02
D:+0.05
 。因A2不便测量,试用极值法计算工序尺寸A3及其偏差。
。因A2不便测量,试用极值法计算工序尺寸A3及其偏差。