自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
对于非模态指令,它意味着一直保持某种模式,直到另一种模式将其取消。
FANUC数控系统中,程序段G04 X5.0,表示进给轴和主轴都暂停5秒钟。
磨削薄壁套筒内孔时夹紧力方向最好为()。
A:径向
B:倾斜方向
C:任意方向
D:轴向
恒线速控制的原理是当工件的直径越大,进给速度越慢。
T0400的含义是()。
切槽加工时,要在槽底有2.5秒的刀具进给暂停动作。用FANUC数控系统编程,正确的程序段是()。
A:M04 P2500
B:G04 P2500
C:G04 P2.5
D:G04 X2500
子程序的嵌套是()
进给率分为直线进给和旋转进给两种编程方式,下列各组中,()是编程常采用的进给率。
A:r/min,mm/min
B:mm/h,m/r
C:m/min,mm/min
D:mm/min,mm/r
程序段N5 G99 G82 X2.5 Y1.5 R0.1 Z—0.2 P200 F8.0中的P200表示()。
A:调用200号子程序
B:钻孔循环重复200次
C:在孔底暂停200s
D:在孔底暂停200ms
下列对子程序叙述
不正确
的是()。
A:子程序的调用格式与数控系统有关
B:子程序可以返回到调用语句的下一句,也可以返回到其他位置
C:FANUC数控系统的子程序返回指令是G99
D:子程序的嵌套是有限次的
下列叙述中,()是数控编程的基本步骤之一。
A:零件图设计
B:分析图样、确定加工工艺过程
C:传输零件加工程序
D:对刀
G65指令的含义是调用宏程序。
在现代数控系统都有子程序功能,FANUC数控系统中,能够正确调用子程序的编程语句是()。
A:G98 P2001
B:G99 P1002
C:M98 P0003
D:M99 P0050
在用G00进行快速定位时,刀具的路线一定为直线,不仅移动速度快,而且定位准确,安全、高效。
简述FANUC车削固定循环G71、G72、G73指令的应用场合有何不同?
数控系统不同,采用的增量编程格式也不一样,下列表示中()不是增量编程的格式。
A:G90 G01 X100 Y45 F200
B:G91 G01 X40 Y25 F300
C:G01 U40 V25 F100
G00和G01有哪些区别?
在对下列孔进行加工时,固定循环指令G81最适宜加工()。
A:沉头孔
B:不宜断屑的深孔
C:直径Φ8深12mm的孔
D:不宜排屑的深孔
铣削加工时,为了减小工件表面粗糙度Ra的值,应该采用()。
A:顺铣
B:逆铣
C:顺铣和逆铣都一样
D:依被加工表面材料决定
程序字由地址码+数字构成,有尺寸字和功能字之分,在下列各字中,
不属于
功能字的是()。
A:F230.0
B:M06
C:I—15.218
D:H03
执行程序段G99 G81 X25.0 Y75.0 R3.0 Z-14.8 F120.0后,刀具要返回到初始平面。
下列辅助功能,用于控制换刀的指令是()。
A:M05
B:M06
C:M08
D:M09
若主轴采用v=130m/min的恒线速度控制,最高主轴转速限制为1200r/min,顺时针旋转,正确的编程语句是()。
A:G97 S130 M03;G96 S1200;
B:G96 S1200 M03;G97 S130;
C:G50 S130 M04;G96 S1200;
D:G96 S130 M03;G50 S1200;
程序段“G02 X13.125 Y6.0 R2.625”与”G02 X13.125 Y6.0 R-2.625”的圆弧半径一样,但圆弧长度不同。
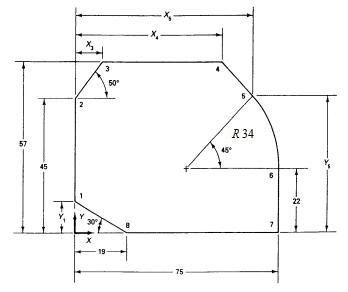
加工图所示零件轮廓,材料毛坯尺为80×63×6mm,工件坐标系设定在零件的左下角,按图中所给条件,计算出X
3
、X
4
、X
5
和Y
1
、Y
5
的坐标值,若采用直径为8mm的立铣刀进行轮廓加工,计算刀位点轨迹各基点的坐标值。
影响数控车削加工精度的因素很多,要提高工件的加工质量,有很多措施,但()不能提高加工精度。
A:控制刀尖中心高误差
B:正确选择车刀类型
C:减小刀尖圆弧半径对加工的影响
D:将绝对编程改变为增量编程
条件语句WHILE[]DO,当省略WHILE,则产生从DO到END的无限循环
解决交流伺服电机变频调速的技术关键问题是什么?
非模态代码只在写该该代码的程序段中有效,如G04 M02等。
简述刀具补偿的作用?
首页
<上一页
2
3
4
5
6
下一页>
尾页