自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
多工件装夹在外圆,内圆切削中()采用。
A:可以
B:无法
C:设法
D:视情况
表示刀具径向尺寸右补偿代码是()。
A:G40
B:G41
C:G42
加工一般金属材料用的高速刚,常用牌号有W18Cr4V和()两种。
A:CrWMn
B:9SiCr
C:W12Cr4V4Mo
D:W6Mo5Cr4V2
DNC采用计算机局域网技术的最大优点是()
A:传输速度加快
B:克服了点对点传送的限制
C:远距离传送
D:可靠性较好
程序段G00 G01 G02 G03 X50 Y70 R30 F70;最终执行()指令。
A:G01
B:G02
C:G00
D:G03
弹簧筒夹用于夹持直柄铣刀,亦可用于夹持斜柄铣刀。()
正火是将钢件加热到临界温度以上30~50度,保温一段时间,然后再缓慢地冷却下来。
程序结束并复位的指令是()。
车削高锰钢时,应适当()使切削力小,切削温度降低,减小加工硬化。
A:增大刀具前角,减小主偏角
B:增大刃倾角,减小副偏角
C:减小前角,增大主偏角
D:增大刃倾角,增大前角
梯形螺纹()测量中径的方法与测普通螺纹中径的方法相同,只是千分尺读数值M的计算公式不同。
A:单针
B:三针
C:量针
D:千分尺
强力切削是采用()的切削方法。
A:高速
B:大切削深度
C:大进给量、大切削深度
D:大切削宽度
G40为左刀补。
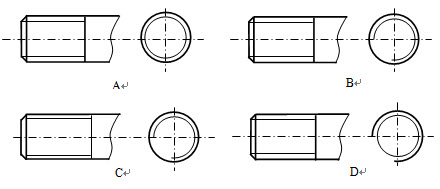
判断下列哪组螺纹画法正确;( )正确。
A:A
B:B
C:C
D:D
常用的测量元件有光电编码器、感应同步器和光栅等。
数控铣床上进行手动换刀时最主要的注意事项是()。
A:对准键槽
B:擦干净连接锥柄
C:调整好
D:不要拿错刀具
G代码表示()功能,M代码表示()功能。
调质热处理用于各种()钢。
A:低碳
B:不锈
C:中碳
D:优质
所谓的刀具半径补偿是指刀具中心偏离工件轮廓一段距离。
利用四爪单动卡盘分线属于法向分线法。
当数控车床失去对机床参考点的记忆时,必须进行返回参考点的操作来建立工件坐标系。
子程序是包含在主体程序中的,若干个加工程序段组成一个子程序。
数控机床能成为当前制造业最重要的加工设备是因为().
A:自动化程度高
B:人对加工过程的影响减少到最低
C:柔性大,适应性强
当机床进行()保养时,应检查修光导轨面。
A:一级
B:二级
C:定期
D:日常
夹具中的( )装置,用于保证工件在夹具中的既定位置在加工过程中不变。
A:定位
B:夹紧
C:辅助
D:以上皆错
镗削塑性材料时,切屑呈带状,切削力的压力中心同刀尖()故前角g0可取较大值。
A:距离较近
B:距离较远
C:距离不变
D:都不是
数控机床要求在()进给运动下不爬行,有高的灵敏度
A:停止
B:高速
C:低速
D:匀速
一般情况下钻夹头刀柄夹持精度高于弹簧夹头刀柄。()
表面粗糙度高度参数Ra值愈大,表示表面粗糙度要求愈高;Ra值愈小,表示表面粗糙度要求愈低。()
为了进行自动化生产,零件在加工过程中应采取单一基准。
轴类零件用中心孔定位加工外圆和端面符合()
A:“基准重合”原则
B:“互为基准”原则
C:“基准统一”原则
首页
<上一页
37
38
39
40
41
下一页>
尾页