自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
用硬质合金YG8和YT5制造的刀具适用于()
A:粗加工
B:半精加工
C:精加工
锥齿轮的轴交角最常用的是Σ()。
A:Σ大于90o
B:Σ等于90o
C:Σ小于90o
D:Σ等于120o
在G75X(U)Z(W)R(i)P(K)Q(Δd)程序格式中,()表示螺纹终点的增量值。
A:X、U
B:U、W
C:Z、W
D:R
铣连杆外形时,用长于连杆大头孔深的圆柱销定位,并同时置于夹具平面上,这属于()定位。
A:欠
B:不完全
C:过
D:完全
选用公差带时,应按常用、优先、一般公差带的顺序选取。
用锯片铣刀切断较薄工件时,最好使锯片铣刀的外圆与工件底面()。
A:相切或稍高于底面
B:微量相交
C:相交
D:都可以
车床刀具运动,铣床工件运动,但编程时应遵循()而运动的原则。
华中世纪星系统数控车床进行螺纹加工时候()。
A:粗加工精加工转速保持一致,且可以使用恒线速度
B:粗加工切削量大慢,精加工切削量小快,且不能使用恒线速度
C:粗加工精加工转速不一定保持一致,可以使用恒线速度
D:粗加工精加工转速保持一致,且不能使用恒线速度
夹具的制造误差通常应是工件在该工序中允许误差的()。
A:1~3倍
B:1/3~1/5
C:1/10~1/100
D:等同值
用内径百分表测量内孔时,必须摆动内径百分表,所得最大尺寸是孔的实际尺寸()
在自动编程中,根据不同数控系统的要求,对编译和数学处理后的信息进行处理,使其成为数控系统可以识别的代码,这一过程称为()。
三相六拍,即A-AB-B-BC-C-CA-A是()的通电规律。
A:直流伺服电机
B:交流伺服电机
C:变频电机
D:步进电机
规定产品或零部件工艺过程和操作方法等的工艺文件,称为工艺()。
A:流程
B:规范
C:规程
D:程序
步进电动机按原理可分为下列哪一类()
A:伺服式、功率式
B:轴向式、径向式
C:反应式、励磁式
D:反应式、混合式
量测工件的平行度或垂直度,可将工件放置于任何平面上。()
工件在长V块上定位时.其限制自由度的个数为( )。
A:3
B:4
C:5
D:6
数控车床的T代码()。
A:主轴旋转指令代码
B:选刀指令代码
C:宏程序指令代码
D:选、换刀指令代码
数控机床主轴通常采用()润滑方式和()润滑方式。
数控编程FANUC系统中,在用户宏程序中运算的优先顺序是()。
A:加减、乘除、函数
B:乘除、加减、函数
C:乘除、函数、加减
D:函数、乘除、加减
刀具系统补偿为左补时,应采用()。
A:G41
B:G42
C:G43
D:G44
机床上的卡盘、中心架等属于()夹具。
A:专用
B:通用
C:组合
刀具号由T后面的()数字组成。
A:一位
B:两位
C:三位
D:四位
变导程螺纹的指令格式为:G34X(U)—Z(W)—F—()一。
A:K
B:M
C:H
D:B
当螺纹存在螺距误差时,外螺纹作用中径与单一中径之间的关系是()。
A:两者必定相等
B:前者必定大于后者
C:前者必定小于后者
D:前者可能大于也可能小于后者
数控编程在FANUC系统中,()指令是固定形状粗加工循环指令。
A:G70
B:G71
C:G72
D:G73
车刀修光刃可降低表面粗糙度值,修光刃长度为()。
A:<0.5-0.8>f
B:<1.2-1.5>f
C:<2-3>f
D:<3.5-4>f
数控铣床系统中,系统的初态和模态是指_______。
A:系统加工复位后的状态;
B:系统I/O接口的状态;
C:加工程序的编程状态;
D:编程原点时的状态。
车刀磨损、车床间隙不会影响加工精度。
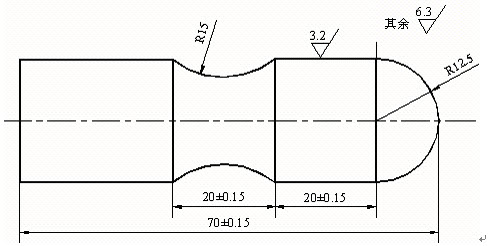
编程题: 零件图如图所示,要求以小批量生产条件编程,毛坯为Φ25×80的棒料,材料为45#钢。
刀具半径补偿值可从控制面板输入,数控系统能自动计算出刀具半径中心轨迹。
首页
<上一页
34
35
36
37
38
下一页>
尾页