自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:电子仪器仪表装配工
常用的二次焊接的工艺流程为:焊前准备一涂焊剂一预热一浸焊一冷却一()。
A:涂焊剂一预热一冷却一清洗
B:涂焊剂一预热一波峰焊一冷却一清洗
C:涂焊剂一冷却一波峰焊一预热一清洗
D:涂焊剂一预热一清洗一冷却
图样分类编号法的分类与电工仪器仪表的()无关。
A:零件的主要特征
B:部件的主要特征
C:整机的主要特征
D:结构原理
仪器()面板的装配一般采用螺纹连接工艺,各零部件装配后应留有位置间隙,以保证装上外面板后能正常工作。
A:双层
B:单层
C:内
D:外
整机装配质量检查,是指产品经装配调试后,测试其预定的功能和()及外观检查。
A:输出电流
B:技术指标
C:输出电压
D:否定指标
简述电动执行器的工作原理,并画出工作方框示意图。
塞尺的厚度为0.02〜0.1mm的,相邻两片厚度差为()mm。
A:0.1
B:0.01
C:0.001
D:a005
多模光纤的传输距离比单模光纤的传输距离远。
在Windows中,“我的电脑”中的图标有()、硬盘、CD—ROM驱动器、控制面板等。
A:我的公文包
B:我的文档
C:我的文件夹
D:3.5软盘
由于被测流体可能混有杂物,所以为了保护流量计,必须加装过滤器。
—次焊接工序比较简单,成本低,适用于()的电子产品的生产。
质量管理体系文件可分为()、()、()、()。
示波器
输入信号不变的情况下,输出信号随时间或温度变化而缓慢变化,称为()。
A:漂移
B:波动
C:变差
()的大小表示变压器的损耗大小。
A:过载电压
B:空载电压
C:过载电流
D:空载电流
已调好的整机为了达到原设计的技术要求,必须经过严格的()。
A:技术测定
B:技术制作
C:技术改变
D:技术设计
装配工具包括常用工具、()、量具及复杂夹具。
A:钳子
B:夹具
C:锤子
D:榔头
使用Q表时候,手不要靠近被测件,以免人体感应的影响造成测量误差。有屏蔽的被测件,屏蔽罩应连接在()电位器的接线柱上。
A:零
B:小
C:高
D:低
焊接的操作一般分为准备、加热、使焊锡熔化、焊锡脱离、烙铁头脱离、()等六个步骤。
A:冷却
B:等焊锡凝固
C:清洁工作面
D:检查
指针式仪表()引起的误差属于仪表自身的误差。
A:测量方法误差
B:读数的误差
C:刻度的误差
D:环境引起的误差
焊接完毕后,要进行检查和整理,检查的项目有:有无插错元器件,有无漏焊、桥连、元器件的极性是否正确及印制电路板上是否有()的焊料和剪断的线头等。
A:多余
B:残留
C:碰焊短接
D:飞硒
常用的滤波电路有()、()和()三种。
常见的数据通信的网络拓扑结构有()四种。
A:树形
B:总线形
C:星形
D:三角形
E:环形
电流表的出厂检验项目
不包括
()。
A:升降变差
B:满度误差
C:偏离零位
D:位置影响
用电子电位差计测温时,采用()抗干扰措施是
不正确
的。
A:将电偶焊在金属保护管上并接地
B:补偿导线与控制导线绞和在一起进行安装
C:热电偶浮空
D:在热电偶与仪表距离较远时,应在补偿导线屏蔽管两端分别接地
电子电路中,5个色环的精密电阻()。
A:前三环代表有效数字
B:第四环代表乘数(10的本色代表的有效数字次方)
C:第五环代表允许偏差
D:取数时用前三位的有效数字乘以第四位即得
E:取数时用前三位的有效数字乘以10即得
扳手主要用来紧固或拆卸()、螺栓。
A:螺钉
B:钉子
C:螺母
D:物件
热工测量仪表由哪几部分组成?各部分起什么作用?
下面和其他3个不是一类软件的是()。
A:ifix32
B:intouch
C:wincc
D:microwin32
()控制在理论上有误差
A:PI控制
B:I控制
C:PID控制
D:P控制
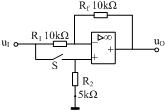
计算题:图示电路的电压放大倍数可由开关S控制,设运放为理想器件,试求开关S闭合和断开时的电压放大倍数A
uf
。
首页
<上一页
34
35
36
37
38
下一页>
尾页