自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
数控编程圆弧插补段程序中,若采用圆弧半径R编程时,从起始点到终点存在两条圆弧线段,当()时,用—R表示圆弧半径。
A:圆弧小于或等于180度
B:圆弧大于或等于180度
C:圆弧小于180度
D:圆弧大于180度
在固定循环指令格式G90G98G73X__Y__R__Z__Q__F__;其中R表示()。
A:R点平面的Z坐标
B:每次进刀深度
C:孔深
D:孔位置
故障诊断基本过程是()、()、()、()、先简单后复杂,先一般后特殊。
以下提法中,()是错误的。
A:G92是模态指令
B:G04、X30表示暂停3S
C:G33ZF中的F表示进给量
D:G41是刀具左补偿
当直线过渡刃平行于进给方向时即为修光刃,修光刃宽度一般取b=()这样,在切削进给时,可获得较好的加工表面粗糙度。
A:(1.2~1.3)f
B:(1.5~1.8)f
C:(1.2~1.8)f
选取块规时,应根据所需组合的尺寸12.345,从()数字开始选取。
A:最前一位
B:小数点前一位
C:最后一位
D:小数点后一位
空气压缩机属于()
A:动力元件
B:执行元件
C:控制元件
D:辅助元件
不适合数控机床加工的零件类型是()。
A:大批量生产
B:加工精度要求高
C:形状复杂
D:3维曲面
表面粗糙度为6.3a之工件,可由视觉分辨有模糊之刀痕。()
工件在长V型块中定位,可限制()个自由度。
A:三
B:四
C:五
D:六
在下列代码中,与切削液有关的代码是()
A:M02
B:M04
C:M06
D:M08
利用端铣刀铣削平面时,若工件平面呈现段差,宜更换端铣刀。()
数控机床的伺服系统由伺服驱动和伺服执行两个部分组成()
刀具长度补正指令为G41。()
数控机床坐标系是采用()确定的。
A:左手坐标系
B:右手笛卡儿直角坐标系
C:工件坐标系
D:左手笛卡儿坐标系
用立铣刀行切法铣削斜面时,行切方向应为()。
A:沿斜面坡度方向
B:沿Z轴
C:沿X轴
D:沿Y轴
试述对零件图进行数控加工工艺性分析时,主要审查和分析哪些内容?
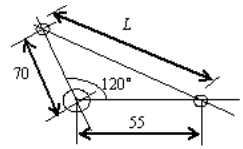
在一个工件上有3个孔,已知各孔的位置尺寸如图,为检验上的需要,计算两个小孔的中心距L为()。
A:110.53
B:109.55
C:108.55
D:107.55
影响切削温度的主要因素:工件材料、切削用量、刀具几何参数和冷却条件等。
在圆弧插补中,对于小于180º、大于180º的圆弧插补用半径R编程时的表示格式为()。
A:R、R
B:-R、-R
C:-R、R
D:R、-R
数控机床伺服系统是把来自数控装置的脉冲信号转换成机床移动部件的运动。
数控车床操作在开环和半闭环数控机床上,定位精度主要取决于进给丝杠的精度。()
减小滚珠丝杠副的基本导程L0,可以()。
A:提高传动效率
B:提高承载能力
C:提高位移精度
D:提高传动刚度
调质处理是指淬火和()相结合的一种工艺。
A:低温回火
B:中温回火
C:高温回火
D:正火
数控机床几乎所有的辅助功能都通过()来控制。
A:继电器;
B:主计算机;
C:G代码;
D:PLC。
国标规定标准公差用IT表示,未注公差为()。
A:IT11~IT16
B:IT13~IT16
C:IT11~IT18
D:IT13~IT18
反向失动量越大,则表明定位精度和重复定位精度()。
A:越低
B:越高
C:没有关联
卧式加工中心床身的水平平面导轨的直线度误差,将会导致镗孔产生()误差。
A:直线度
B:圆度
C:圆柱度
D:平行度
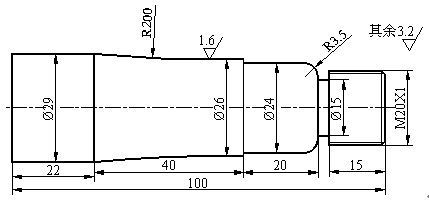
编程题: 用CJK6140数控车床加工下列图示零件:刀具T0101:外圆机夹尖刀;棒T0202:标准螺纹刀:T0303。切断刀材料::聚氯乙烯塑料。毛坯尺寸:φ30×105,未注倒角1×45°。
闭环控制伺服系统
首页
<上一页
31
32
33
34
35
下一页>
尾页