自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
产品销售经营包含在()中。
A:CIMS
B:CAD
C:CAM
D:FMS
进给运动还有加大进给量和缩小进给量传动路线。
三爪自定心卡盘夹住一端,另一端搭中心架钻中心孔时,如果夹住部分较短,属于()。
A:完全定位;
B:部分定位;
C:重复定位
深孔镗刀镗孔时,对孔径小的导向垫做成固定式,孔径大的导向垫做成()。
A:浮动式
B:装配式
C:固定式
D:调节式
工件一次安装中()工位。
A:只能有一个
B:不可能有几个
C:可以有一个或几个
D:只能有几个
工件图样中的梯形螺纹牙形轮廓线用()线表示。
A:点划
B:细实
C:粗实
D:虚
磁盘上常见“XXMB”字样,其含义是表示()。
A:磁盘编号;
B:磁盘容量;
C:传输速率
机床的几何精度对加工精度一重要的影响,因此是评定机床精度的主要指标
转位的()设计是一种防错措施,防止由于某个刀位接近开关失效,引起刀位计数错误。
A:奇偶校验
B:奇校验
C:偶校验
D:计数器
图样中螺纹的底径线用()绘制。
A:粗实线
B:细点划线
C:细实线
D:虚线
采用凸轮升距()解决等距,不等距两种运动的合成。
A:可以
B:不能
C:难以
D:无法
基本尺寸是设计时给定的尺寸,因此零件的实际尺寸越接近基本尺寸越好。
在卧式铣床上加工表面有硬皮的毛坯零件时,应采用逆铣切削。()
什么叫刀具主偏角?它怎样选用?
表面粗糙度是指( )。
A:表面微观的几何形状误差
B:表面波纹度
C:表面宏观的几何形状误差
D:表面形状误差
“进给保持”的意思是按给定的进给速度保持进给运动。
要求主轴以700转/分作顺时针运转,其指令应为()
A:M03T1.1
B:M02S700
C:M03S700
检测精度高的圆锥面角度时,常采用()测量。
A:千分尺阶
B:锥形量规
C:万能角度尺
在主偏角为45°、75°、90°的车刀中,90°车刀的散热性能最好。
固定形状粗车循环方式适合于加工已基本铸造或锻造成型的工件。()
使用刀具圆弧半径补偿功能时,圆头车刀的刀位点方向号一般不可设为3号。
在使用对刀点确定加工原点时,就需要进行(),即使()点与对刀点重合。
测量精度为0.02mm的游标卡尺,当两测量爪并拢时,尺身上19mm对正游标上的20格。
刀具与工件之间的硬度差太小,容易引起刀具的()磨损。
A:粘结
B:磨料
C:扩散磨损
D:相变
数控编程G65指令的含义是()。
A:精镗循环指令
B:调用宏指令
C:指定工件坐标系指令
D:调用程序指令
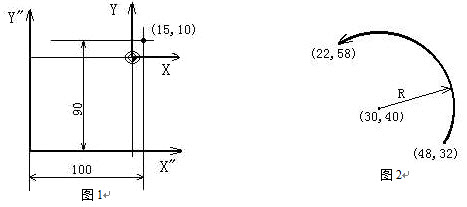
立式加工中心編程中,工件坐标系XY如图1,刀具在XY坐标系中坐标为(15,10)。若生成新坐标系X"Y"如图示,应使用指令( )。
A:G92X15Y10
B:G92X100Y90
C:G92X85Y80
D:G92X-85Y-80
机床支承件
执行下列程序后,镗孔深度是()。 G90G01G44Z-50H02F100(H02补偿值2.00mm)
A:48mm;
B:52mm;
C:50mm
机械零件的真实大小是以图样上的()为依据。
A:比例
B:公差范围
C:技术要求
D:尺寸数值
简述Mastercam.8CAM的部分功能。
首页
<上一页
28
29
30
31
32
下一页>
尾页