自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:中级卷烟卷接工
卷烟机扫描器检测管内如产生积胶,将影响烟支密度测量。
钢印辊与传墨辊之间的距离应仔细调整,才能使钢印辊获得适量的油墨。
简述YJl7卷烟机钢印辊位置在生产中的手动校正方法。
YJl9卷烟机显示常见的非电气故障内容有:()、卷烟纸搭接、喇叭嘴、安全连锁、烟丝储量不足等故障。
A:变频器
B:卷烟纸储量不足
C:制动空气系统
D:加热器温度超限
ZJl7卷接机组(非PLC)IT80键盘中,ENT为(),按动此键以确认输入值。
YJl7/YJ27卷接机组有()个警报显示和76种停机信息。
A:22
B:32
C:42
D:52
滤棒被切割时,两片圆盘切刀不同时作用在一根滤棒上,目的是避免切割滤棒时产生过大的切割力而影响切割质量或损坏切刀。
YJ29滤嘴接装机在正常的()期间,可以取下胶辊的侧盖,用潮湿的布清洁胶辊。
夹钳式滤嘴接装机是由()制造的,搓接式滤嘴接装机是由莫林公司制造的。
A:莫林斯(MOLINS)公司
B:萨西布(SASIB.公司
C:德古费勒(DECOUFZE.公司
D:豪尼(HOUNI)公司
YJ19卷烟机更换墨缸后,需进行无料磨合,使墨缸()与辊表面之间接触均匀。
MAX滤嘴接装机水松纸卷曲器的动作由气动系统控制,卷曲器投入工作时的压力为()bar。
A:4—4.5
B:3—4
C:2—2.5
D:0.5—1
ZJl7卷接机组非PLC型显示报告中的108报表为()报告。
YJl7/27卷接机组非PLC型显示报告中的()为停机时间分析报告。
A:110
B:120
C:130
D:101
MAX滤嘴接装机盘纸拼接器的压辊和加速辊之间的间距应调至()mm。
A:10
B:8
C:6
D:5.5
当无嘴烟支长度改变而滤嘴尺寸无改变时,应对MAX70的浮圈作以下调整:()。
A:调整第二分切轮浮圈
B:调整嘴一切三轮
C:调整第一分切轮浮圈和综合轮浮圈
D:调整检测轮浮圈
YJ27滤嘴接装机控胶辊与上胶辊之间的胶堆大小由光传感器监测,若胶堆减小到光传感器监测不到时,则显示接装机无胶水停机。
简述YJ29滤嘴接装机水松纸切刀组件的清洁保养方法和步骤。
YJ27滤嘴接装机,清洁或调整滤棒切割鼓轮及导轨时,需将整个切割与磨刀装置()摆离。
A:向左
B:向右
C:向上
D:向下
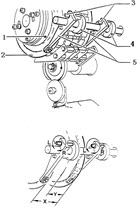
参照下图,简述YJ27滤嘴接装机烟支切割鼓浮圈装置的调整步骤。 1.螺钉;2.浮圈;3.调节螺杆;4.螺钉;5.滚轮臂
更换烟支切刀磨刀砂轮后重新调整砂轮对切刀的磨削量时,应使切刀(),磨面均匀,刃口锋利。
YJl7/27卷接机组非PLC型显示报告中的103为()报告。
A:废品
B:重量
C:烟丝分布
D:生产
YJ17卷烟机蜘蛛手抽吸槽回转至吹气块作用区域时产生正压吹风,抽吸槽上的烟末被压缩空气吹净。
操作者更换YJ19卷烟机的新的切刀后,压下计数器(),计数器恢复到计数设定值为1800次,机器新启动时,计数器重新开始计数。
YJl9卷烟机钢印体是依靠锥形孔与牌子箱上的锥形轴之间的配合来固定,取下钢印以后,必须()锥形孔与锥形轴。
YJ19卷烟机保养时应检查砂轮转动是否灵活,必要时对轴承进行清洁或更换。
MAX滤嘴接装机切割装置砂轮的调整应使切割圆刀两侧均匀斜磨出()mm的刀刃。
A:0.1—1
B:1.5—2
C:2.5—3
D:0—0.7
优良的产品质量()出来的。
A:设计制造
B:检验把关
C:现场控制
D:管理水平高
YJl7/27卷接机组非PLC型显示报告中的106为()。
A:废品报告
B:外部废品报告
C:外部废品报告
D:包装机报告
YJ29接装机检测控制和显示板参数中的标准稀释度:共()位显示滤嘴烟支标准稀释度数据。
A:1
B:2
C:3
D:4
清洁扫描器检测管时应使用专用铜丝刷。
首页
<上一页
28
29
30
31
32
下一页>
尾页