自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
刀具材料在室温下的硬度应高于()
A:35HBS
B:3HRC
C:0HRC
D:00HBS
研磨可以改善工件表面()误差。
在数控加工中,如果圆弧指令后的半径遗漏,则圆弧指令作直线指令执行。()
()公差可以根据具体情况规定不同形状的公差带。
A:直线度
B:平面度
C:圆度
D:同轴度;
在切削金属材料时,属于正常磨损中最常见的情况是()磨损。
A:前面
B:后面
C:前后面同时
BT50号铣刀刀柄之锥度为7/24。()
简述刀库与换刀机械手的维护要点。
在数控编程时,使用_____________________指令后,就可以按工件的轮廓尺寸进行编程,而不需按照刀具的中心线运动轨迹来编程。
刀具磨损分为初期磨损、正常磨损、急剧磨损三种形式。()
计算机的输入设备有鼠标、键盘、数字化仪、扫描仪、手写板等。
提高开环进给伺服系统精度的补偿措施有()补偿和()补偿。
四爪卡盘是()
A:专用夹具
B:通用夹具
C:组合夹具
D:可调夹具
螺纹加工中加工精度主要由机床精度保证的几何参数为()。
A:大径
B:中径
C:小径
D:导程
为了保证数控机床能满足不同的工艺要求,并能够获得最佳切削速度,主传动系统的要求是:
A:无级调速
B:变速范围宽
C:分段无级变速
D:变速范围宽且能无级变速
焊接式交错齿排屑深孔钻的特点是切削力分布均匀,直线型良好,钻削平稳可靠和()。
A:钻削直径大
B:钻削直径小
C:排屑速度快
D:排屑速度慢
在一行指令中,对G代码,M代码的书写顺序规定如下:()。
A:先G代码,后M代码
B:先M代码,后G代码
C:G代码与M代码不许在同一行中
D:没有书写顺序要求
调质:正火加低温回火的热处理工艺总称,以获得适宜的强度与韧性的良好配合。
G01的移动速度()。
A:只能由F字来决定
B:由机床参考值来设定
C:由操作倍率钮来控制
D:由F值和进给倍率共同控制
铰刀的直径愈小,则选用的每分钟转数()。
A:愈高;
B:愈低;
C:愈大值一样;
D:呈周期性递减。
在数铣中,()可作为控制介质。
A:钢笔
B:CRT
C:计算器
D:软磁盘
下列材料中,()最难切削加工。
A:铝和铜
B:45钢
C:合金结构钢
D:耐热钢
在车削外圆时有椭圆,产生的原因是:()
A:主轴轴颈有椭圆度
B:卡盘定位精度低
C:刀具安装不正确
D:材质不均匀
既可车外圆又可车端面和倒角的车刀,其主偏角应采用()。
A:30°
B:45°
C:60°
D:90°
要求外圆的公差等级为IT15,表面粗糙度为Ra0.025时,其最后加工方法应该选()。
A:研磨或超精磨
B:精磨或精镗
C:铣削加工
数控机床利用插补功能加工的零件的表面粗糙度要比普通机床加工同样零件表面粗糙度()。
A:差;
B:相同;
C:好
粗基准因精度要求不高,所以可以重复使用。
画螺栓连接时,被连接件上的通孔与螺柱之间( ),应画( )条线。
A:无间隙/二
B:无间隙/一
C:有间隙/二
D:有间隙/一
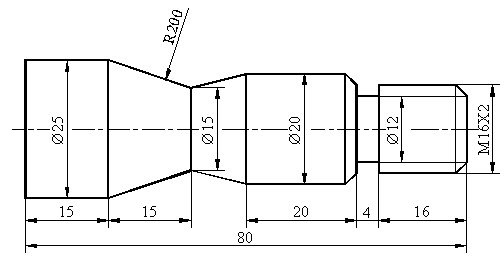
编程题: 零件图如图所示,要求以小批量生产条件编程,毛坯为φ30×100的棒料,材料为45#钢,未注倒角为2×45°。
数控机床伺服系统是以__________为直接控制目标的自动控制系统。
A:机械运动速度
B:机械位移
C:切削力
D:机械运动精度
几何形状误差包括宏观几何形状误差,微观几何形状误差和()。
A:表面波度;
B:表面粗糙度;
C:表面不平度
首页
<上一页
27
28
29
30
31
下一页>
尾页