自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
立式铣床通常进行插补的平面是()
在轮廓铣削加工中,若采用刀具半径补偿指令编程,刀补的建立与取消应在轮廓上进行,这样的程序才能保证零件的加工精度。
利用假象刀尖点编出的程序,在进行倒角、锥面及圆弧切削时,会产生欠切或过切现象。
孔加工循环结束后,刀具返回参考平面的指令为()。
A:G96
B:G97
C:G98
D:G99
刀具功能称为T功能,它是进行刀具路径选择和进行换刀操作的功能。
执行MOO指令后,机床运动停止,重新按“启动”按钮后,再继续执行后面的程序段。
在(50,50)坐标点,钻¢12mm、深10mm的孔,Z坐标零点位于零件的上表面,正确的程序段为()。
A:G85 X50.0 Y50.0 Z-10.0 R6 F60
B:G81 X50.0 Y50.0 Z-10.0 R-6 F60
C:G81 X50.0 Y50.0 Z-10.0 R3.0 F60
D:G83 X50.0 Y50.0 Z-10.0 R3.0 F60
在利用变量进行编程时,程序段IF[#2 GT 10]GOTO 2为条件转移语句。
若以190m/min的线速度进行车削加工,最高主轴转速限制在1250r/min之内。采用FANUC数控系统,正确的编程语句为()。
A:…;N-G97 S190 M03;N-GS0 S1250;…
B:…;N-G97 S190;N-G50 S1250 M03;…
C:…;N-G96 S190 M03;N G50 S1250;…
D:…;N-G50 S190 M03;N G96 S1250;…
利用笛卡尔坐标系建立机床坐标系时,应首先确定Z轴。
在FANUC数控系统中,用于旋转的指令是(),用于镜像的指令是()。
球头刀的刀位点通常定义在球头表面,而不在球心上。
用于选择YZ平面的G代码是G18。
数控铣床的刀具补偿功能,分为()和刀尖圆弧半径补偿
A:刀具直径补偿
B:刀具长度补偿
C:刀具软件补偿
D:刀具硬件补偿
数控机床按控制运动轨迹可分为()、()和 ()等几种。按控制方式又可分为()、()和()等
用于编写程序段号码的字为()
在要求允许误差不变的情况下,非圆曲线的曲率越大,则逼近线段的数量越()。
A:小
B:大
C:不变
D:以上均不正确
在传统加工中,从刀具的耐用度方面考虑,在选择粗加工切削用量时,首先应选择尽可能大的()从而提高切削效率
A:背吃刀量
B:进给速度
C:切削速度
D:主轴转速
为什么数控系统的联动轴数越多,则控制越复杂?
采用恒线速度进行车削控制,已知工件的直径是80mm,若切削时的线速度为200m/min,则这时的主轴转速约为()r/min。
A:80
B:490
C:796
D:683
执行程序段G98 G82 X6.0 Y12.5 Z-6.5 R2.0 P800 F80.0后,成形孔可为台阶孔。
程序校验与首件试切的作用是检验程序是否正确及零件的加工精度是否满足图纸要求
在数控铣削加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加工时,还可进行加工余量的补偿,设刀具半径为r,精加工时半径方向余量为△,则最后一次粗加工走刀的半径补偿量为()。
A:r
B:r+△
C:△
D:2r+△
FANUC车削固定循环的G72指令,用于径向吃刀、轴向走刀的粗加工编程。
下列程序段中,能实现恒线速度控制的是()。
A:G97 S100 F0.1 G50 S1500
B:G96 S100 F0.1 G50 S2000
C:G95 S100 F0.1 G50 S2000
数控系统的发展方向将紧紧围绕着()、()和 ()三大因素进行。
在程序中,第一次出现G01、G02、G03等插补指令时,必须编写()指令。
采用恒线速度控制车削带锥度的外圆时,若线速度为200米/分钟,最高转速限定在1300转/分钟,正确的编程格式为()。
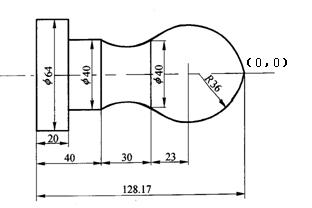
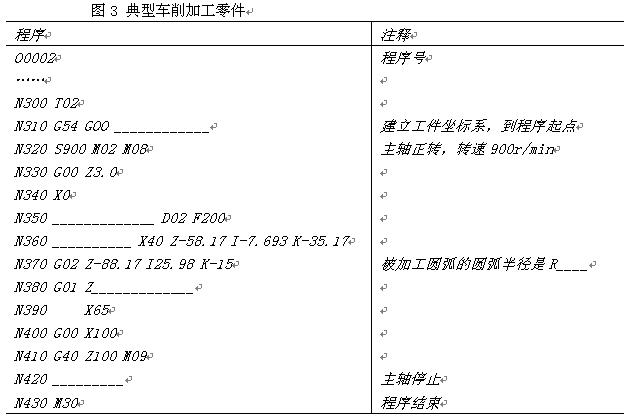
图3所示零件的粗加工已完成,对其进行精加工时,工件坐标系设在工件右侧,换刀点(程序起点)位置为X100(直径值)、Z100,采用SIEMENS编程格式。请仔细阅读程序,并完成下列内容。 (1)补齐程序中画横线处的有关内容; (2)根据程序中的数据,在往释栏中填入被加工圆弧的半径值。
自动换刀装置方案的作用是什么?
首页
<上一页
17
18
19
20
21
下一页>
尾页