自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:高级卷烟卷接工
PROTOS70卷烟机小压板与前挡板之间应保持()。
YJ17烟支重量控制系统中,烟支重量低于(),会被认为是过轻烟支。
YJ19卷烟机烟支传送导板磨损后,如通过调整不能保证()之间的距离要求就应更换。
A:前后
B:左右
C:高低
D:内外侧
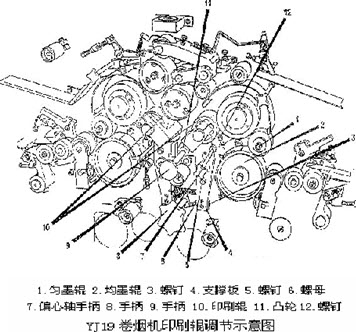
根据示图,简述YJ19卷烟机打印辊相对钢印辊的调整步骤及方法。
YJ19经过吸风室齿轮箱后,一()传动的装置,可以调节和改变平准器的传动位置,即可以改变劈刀盘凹槽与烟条切割点之间的相对位置,以获得较正确的紧头位置切割。
A:齿形带
B:三角带
C:多锲带
D:齿轮
烟条切割时,喇叭嘴起着()作用。
YJ17烟支重量控制系统主要由平准器、()装置、平准器传动、烟条密度检测器和SRM控制系统组成。
YJ19供料系统用扩散板上的连接螺钉调节扩散板的伸长高度,使其端部与()之间有10mm间隙。
YJ17平准器前、后劈刀盘是()的,分别安装在前劈刀盘轴和后劈刀盘轴上。
YJ19供料系统平准器前后劈刀盘之间的间隙一般在()mm左右。
A:0.05
B:0.1
C:0.15
D:0.2
简述YJ17供料系统除梗挡板的调整方法。
YJ17卷烟机油墨喷嘴安装在供墨装置的支座上,调整时首先将喷嘴找正。
吸丝成形后的()由卷烟纸带动进入烟枪通道卷成烟条,这种烟丝束形成过程从根本上解决了烟丝容易发生错位的这一弱点,为卷烟机的高速发展奠定了理论基础。
YJl9型卷烟机调整烟舌入口端,专用调整规上的“GAP”端插入测量时,烟舌应与调整规上的()接触。
YJ17供料系统针辊上的针板检查更换完毕后安装护板,用手转动传动轮,确保()和弹丝辊与护板之间保持有间隙。
YJ19漂浮室前通道的宽度,左右两侧要调到同一高度,其值为()mm。
A:14
B:16
C:18
D:20
烟条的成形过程是在()内完成的。
A:烟舌
B:烟枪
C:大压板
D:小压板
YJ17吸丝成形系统铲丝刀()间隙比烟舌入口低0.3~0.5mm。
YJ17供料系统针辊从计量料槽中定量取出烟丝,()使烟丝能均匀顺利地从计量料槽输送入针辊。
YJ17平准器主要由劈刀盘,()和劈刀盘传动装置组成。
YJl7型卷烟机烟舌调整时,烟舌出口间隙等于烟支直径减()。
简述YJ17卷烟机风力系统主要由哪些风机组成和各自的主要作用。
YJ17供料系统在()送到烟枪之前,劈刀盘剪去多余的烟丝,留下达到烟支标准重量平整的烟丝束,劈刀盘由SRM重量控制系统控制。
YJ19卷烟机两个烙铁调整方法是相同的。
YJ17供料系统除梗机构调整时从()转动两个螺钉以调节挡板的高度。
A:侧面
B:正面
C:左面
D:右面
YJ17平准器上极限位置调整时转动调节螺杆,将前劈刀盘和导轨之间的间隙调整到()mm。
A:0.1
B:0.2
C:0.3
D:0.4
YJ17卷烟机自动进刀是机器达到所设定的()时,产生一个脉冲信号,使进刀机构工作完成一次进刀。
PROTOS卷烟机烟枪的冷却方式分为()和水冷两种。
卷烟机布带的张紧采用气动方式,()按钮控制、操作方便。
A:气动
B:电动
C:手动
D:自动
YJ17供料系统针辊上的针板安装时注意“O”型圈,紧固螺钉时应()。
A:加螺纹胶
B:加密封胶
C:装防松垫圈
D:使用力矩扳手
首页
<上一页
1
2
3
4
5
下一页>
尾页