自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
在花盘上安装形状不对称的工件时,安装重心会偏向一边,故在另一边要加()。
A:压板
B:支承
C:平衡块
D:压块
目前在机械工业中最高水平的生产形式为()。
A:CNC
B:CIMS
C:FMS
D:CAM
常用的位移执行机构有步进电机、直流伺服电机和交流伺服电机。()
数控编程FANUC系统中()表示从尾架方向看,主轴以逆时针方向旋转。
A:M04
B:M01
C:M03
D:M05
加工中心主轴转数达到20000转以上时,一般采用()。
A:滑动轴承
B:静压轴承
C:陶瓷轴承
D:以上都可
球头铣刀的球半径通常()加工曲面的曲率半径。
A:小于
B:大于
C:等于
D:A、B、C都可以
同一公差等级时,轴的粗糙度值应比孔的小。
键入单段程序指令并立即执行应在()模式下进行。
A:JOG
B:RAPID
C:MDI
D:EDIT
为了保证斜楔夹紧机构在加工时的自锁,其斜楔升角必须()两处摩擦角之和。
A:>
B:<
C:=
D:≠
锉削内圆弧面可选用圆锉或掏锉、半圆锉、方锉。
装配图中,零件的某些工艺结构如小圆角、倒角及退刀槽等必须画出()
铣床上用的平口钳属于_____。
A:组合夹具
B:专用夹具
C:成组夹具
D:通用夹具
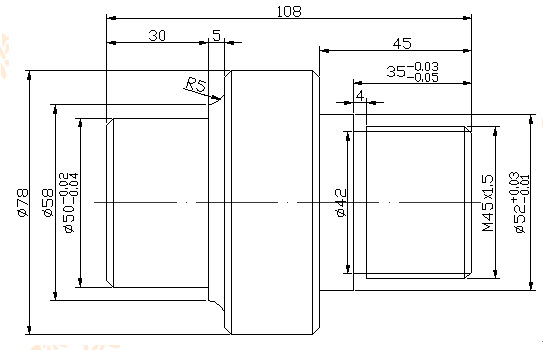
编程题: 数控车床加工如图所示零件,按要求完成零件的加工程序编制。一号刀为外圆车刀,二号刀为切槽刀,三号刀为螺纹刀。(不考虑刀尖圆弧半径补偿) 要求: 1)、毛坯直径82mm 2)、精加工余量0.3mm; 3)、精加工进给率F0.1,粗加工进给率F0.3; 4)、粗加工每次进刀1mm,退刀0.5mm; 5)、切刀槽宽4mm; 6)、未注倒角为2×45°
欲得较佳的加工表面时,宜选用刃数多的铣刀。()
尾座轴线偏移,打中心孔时不会受影响。
数控机床的F功能常用()单位。
A:m/min
B:mm/min或mm/r
C:m/r
G00指令与下列的()指令不是同一组的。
A:G01
B:G02
C:G04
D:G03
一般以靠近零线的上偏差(或下偏差)为基本偏差。( )
不同的工件建立的坐标系也可有所不同,有的数控系统允许一个工件可建立多个工件坐标系,或者在一个工件坐标系下再建立一个坐标系,称之为局部坐标系。
用数控铣床铣削凹模型腔时,粗精铣的余量可用改变铣刀直径设置值的方法来控制,半精铣时,铣刀直径设置值应()铣刀实际直径值。
A:小于;
B:等于;
C:大于
图样中所标注的尺寸,没有另加说明时,则指( )
A:所示工件的最后完工尺寸
B:所示工件的坯料尺寸
C:所示工件的加工中尺寸
D:不能确定的尺寸
CNC铣床加工程序中,刀长补正取消采用G80指令。()
工序集中是将工件的加工内容集中在少数几道工序内完成,每道工序的加工内容多。
数控加工中心的固定循环功能适用于()。
A:曲面形状加工;
B:平面形状加工;
C:孔系加工
在闭环数控系统中,机床的定位精度主要取决于()的精度。
在数铣上加工一圆弧G91 G02 X60 Y0 I30 J0 F80,其圆弧半径为()。
A:60
B:80
C:45
D:30
数控机床的半闭环伺服系统中,用于角位移的检测元件通常有()、()、()和()。
绝对编程格式如下:X—— Z——。
数控编程数控机床的检测反馈装置的作用是:将其准确测得的()数据迅速反馈给数控装置,以便与加工程序给定的指令值进行比较和处理。
A:直线位移
B:角位移或直线位移
C:角位移
D:直线位移和角位在机床
工件定位的本质,是使加工面的设计基准在工艺系统中占据一个正确位置。
首页
<上一页
182
183
184
185
186
下一页>
尾页