自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
机床夹具最基本的组成部分可以
不包括
()。
A:定位元件
B:对刀装置
C:夹紧装置
D:夹具体
按动各按键时用力应适度,不得用力拍打()、按键和显示屏。
A:键盘
B:系统
C:导轨
D:刀具
车刀角度中,控制刀屑流向的是()。
A:前角
B:主偏角
C:刃倾角
D:后角
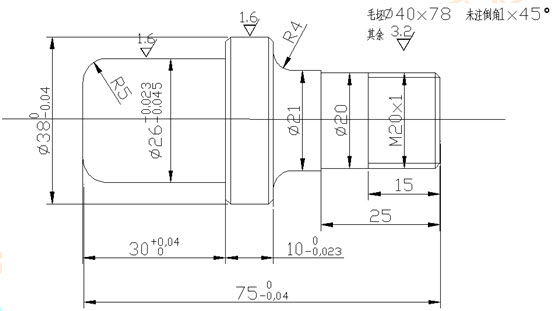
编程题: 数控车床加工如图所示零件,按要求完成零件的加工程序编制。一号刀为外圆车刀,二号刀为螺纹刀。(不考虑刀尖圆弧半径补偿) 要求: 1)、毛坯直径40mm 2)、精加工余量0.3mm; 3)、精加工进给率F0.1,粗加工进给率F0.3; 4)、粗加工每次进刀1mm,退刀0.5mm;
数控加工中心中,开机默认代码有()。
A:G00
B:G15
C:G18
D:G40
E:G01
H7/k6这种配合属于()配合。
A:过度配合
B:过盈配合
C:间隙配合
D:大间隙配合
在用右手定则确定NC机床的坐标时,其中指、食指以及大拇指所指的方向分别是()。
A:X、Y、Z
B:Y、Z、X
C:Z、Y、X
D:X、Y、Z
CNC开环系统逐渐被闭环系统所取代,是因为开环系统()
A:结构复杂
B:精度低
C:难于调整
D:价格昂贵
三相步进电动机的步距角是1.5°,若步进电动机通电频率为2000Hz,则步进电动机的转速为____r/min。
A:3000;
B:500;
C:1500;
D:1000。
没有进行试切就直接进行车削,易造成()误差。
A:圆度
B:圆柱度
C:尺寸
D:径向圆跳动
对于非圆曲线加工,一般用直线和圆弧逼近,在计算节点时,要保证非圆曲线和逼近直线或圆弧之间的法向距离小于允许的程序编制误差,允许的程序编制误差一般取零件公差的()。
A:1/2~1/3
B:1/3~1/5
C:1/5~1/10
D:等同值
快速进给率不能改变的()。
A:由G0批指令的快速进给
B:固定循环中的快速进给
C:程序中利用G99指令时,主轴转速改变
D:手动快速进给
数控机床的回转运动通常是由()实现的。
A:分度工作台
B:数控回转工作台
C:主轴的摆动
D:无正确答案
C功能刀补可用于内、外轮廓刀补()
非模态代码只在写该代码的程序段中有效,如G04,M02等。
套件生产一般是()生产。
A:小批
B:中批
C:成批
D:单件
数控机床移动部件实际位置与理想位置之间的误差称为()。
A:重复定位精度
B:定位精度
C:分辨率
D:伺服精度
机夹可转位车刀,刀片型号规则中”S”表示()。
A:三角形
B:四边形
C:五边形
D:梯形
()的主要作用是减少后刀面与切削表面之间的摩擦。
A:前角;
B:后角;
C:螺旋角;
D:刃倾角
在现实条件下,你对“个人修养”的积极选择是()。
A:竞争激烈、弱肉强食、个人修养难以对待
B:贫富悬珠、心理失衡、个人修养难以适应
C:物质诱惑、社会风气、个人修养难以抵御
D:加强修养、提高品德、促进社会风气好转
夹紧力的()应与支撑点相对,并尽量作用在工件刚性较好的部位,以减小工件变形。
A:大小
B:切点
C:作用点
D:方向
刀具半径补正与选择平面有关。()
铣削夹持在虎钳中的正六面体的第六面时,可不需再使用角尺校准垂直度。()
数控编程辅助功能指定M05代表()。
A:主轴顺时针旋转
B:主轴逆时针旋转
C:主轴停止
D:主轴启动
尺寸链按功能分为设计尺寸链和()。
A:封闭尺寸链
B:装配尺寸链
C:零件尺寸链
D:工艺尺寸链
细长轴工件的径向剖面呈多角形,它的出现与()有密切关系。
A:低频振动
B:刀尖崩刃
C:转速过高
D:材料太硬
车削细长轴时一般选用45°车刀、75°()偏刀、90°左偏刀、切槽刀、螺纹刀和中心钻等。
A:正
B:左
C:右
D:负
数控系统中的CNC的中文含义是()
A:计算机数字控制
B:工程自动化
C:硬件数控
D:计算机控制
车削工件得不到良好的表面粗糙度,其主要原因是()。
A:车削速度太快
B:进给量太慢
C:刀鼻半径太大
D:车刀已鈍化
操作人员确认符合开机的条件后可启动机床,并且使机床空运转()左右。
A:5分钟
B:60分钟
C:2小时
D:3小时
首页
<上一页
181
182
183
184
185
下一页>
尾页