自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:磨工
1、MG8440B中的M的意思是磨床,40表示()。
A:磨削最大工件直径
B:磨削速度400mm/min;
C:工件移动速度400mm/min;
深切缓进磨削对机床有下列要求:()
A:机床具有高的刚度和功率;
B:主轴可无极调速;
C:工作台低速进给平稳,且有反程装置;
D:能提供足够压力、流量的切削液,并有排屑和切削液过滤器;
E:具有金刚石滚轮器。
高速磨削对机床有下列要求:()
A:砂轮主轴电动机功率相应增大75%~100%;
B:提高主轴轴承刚度,油膜轴承间隙增大至0.03~0.05mm;
C:主轴轴承采用粘度较小的主轴油;
D:提供足够压力、流量的切削液;
E:有严格的安全防护装置及必要的吸雾装置;
F:机床具有高的刚度及良好的抗震性。
各种砂轮都规定安全圆周速度,安全系数为().
A:1.5
B:2
C:2.5
高速磨削的特点是:();
A:提高劳动生产率30%-100%
B:增加砂轮寿命约四倍;
C:提高加工精度和减小表面粗糙度值;
D:须增大机床电动机功率;
三爪自定心卡盘是利用阿基米德丝盘,使卡爪获得()移动的定心夹紧装置。
用卡盘装夹磨削外圆,影响圆度的主要因素是头架主轴的()精度
金刚石砂轮由()、()和()三部分组成。
细粗糙度表面的形成必须具备两个基本条件,良好的、极细的微刃和较低的()。
高速磨削时,砂轮主轴电动机功率要比普通磨削时加大75%~100%。
工作台往复运动速度不均匀,检修故障的方法有:()
A:更换已经损坏的油管和接口套。
B:更换密封圈。
C:调整两端密封圈压盖螺钉,使其松紧程度相同。
D:清洗操纵箱换向阀,重新调整两边开口量,使其保持一致。
E:调换液压油,清除节流阀开口处的杂物。
如何用工具显微镜测量螺纹中径?
按测头与被测表面是否接触,使用投影仪测量,是属于()。
A:接触测量
B:非接触测量
C:直接测量
简述毛坯的种类及其选择方法。
测量器具的测头与被测表面之间的接触力称()力。
YT15是表示其中含()为15%,牌号中数字愈大,其硬度愈高,更使用于精加工.
A:碳化钛
B:碳化钨
C:金属钴
圆柱孔在圆锥体上定位优点是可以消除定位基准的尺寸公差所引起的轴向位置误差。
用中心钻修研的中心孔,产生五棱多角形机会最多。
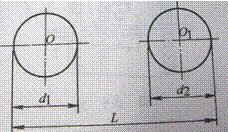
如图所示,用千分尺分别量得d1=Φ20.00mm,d2=Φ18.00mm,L=119.00mm,求平行孔O、O1的中心距为多少?
工件用长V形架和三个支承钉定位时,叫做不完全定位。
BW表示()
A:筒形砂轮
B:杯形砂轮
C:碗形砂轮
D:蝶形砂轮
MM7132A型平面磨床砂轮主轴轴承为()轴承。
A:静压
B:动压
C:滚动
硬质合金的耐热温度为()℃。
磨削后的圆锥工件用涂色法检验时,应保证其接触面靠近().
A:小端
B:大端
C:中部
超精密磨削时,砂轮与工件间保持一定的磨削压力,实际背吃刀量()名义背吃刀量。
A:小于
B:大于
C:等于
螺旋夹紧机构的缺点是夹紧力比较小。
如何选择超硬磨料磨具的粒度?
轴向直廓蜗杆的齿形在蜗杆轴平面内为()。
A:曲线
B:阿基米德螺线
C:直线
要降低液压系统中某一部分的压力时,则可在着一部分前的油路中连上一个().
A:节流阀
B:减压阀
C:溢流阀
零件的工艺过程,一般可划分为粗加工、半精加工和精加工三个阶段。
首页
<上一页
15
16
17
18
19
下一页>
尾页