自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
加工如图所示零件,要使加工精度满足技术要求,应选择刀尖圆弧半径为()的外轮廓精车刀片。
A:R0.4
B:R0.8
C:R1.0
D:R1.2
程序停止,程序指针复位到起始位置的指令是()。
A:M00
B:M01
C:M02
D:M30
数控机床最适用于哪些类型零件的加工?
程序N100 G01 X100 Z80;Nll0 G01 X90 Z60;可以用N100 G01 X100 Z80;N110 X90 Z60代替。
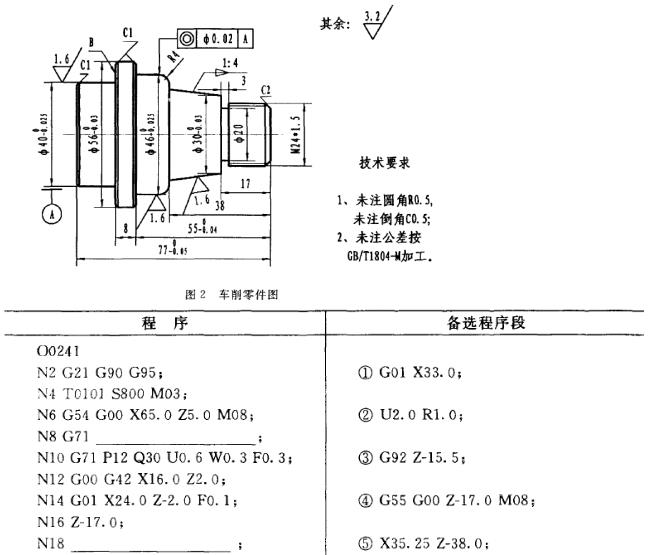
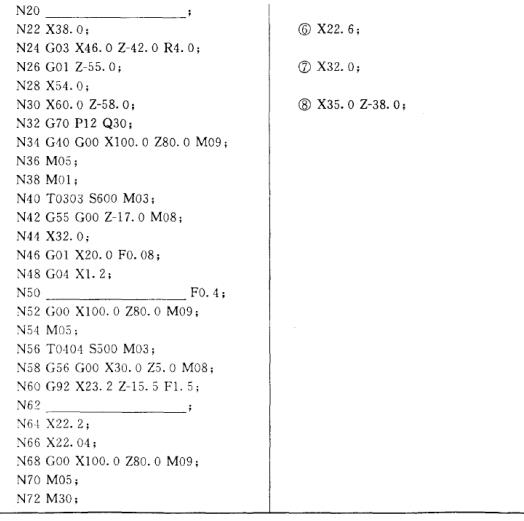
被加工零件如图2所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
步进电机驱动器中,环行分配器的作用是什么?
在卧式车床中,刀具的运动平面为XZ平面,若用向量表示圆弧插补时的圆心坐标,应采用的向量是()。
A:I、J
B:J、K
C:I、K
FANUC系统中准备功能G81表示()循环。
A:取消固定
B:钻孔
C:镗孔
D:攻螺纹
交(直)流伺服电机是否可以作为开环进给伺服系统的伺服驱动装置?为什么?
刀具半径补偿分为()3个步骤。
在下列代码中,属于非模态代码的是()。
A:F120
B:G04
C:S300
D:M08
在轮廓控制中,为了保证一定的精度和编程方便,通常需要有刀具()和()补偿功能。
编制数控加工程序的主要步骤?
程序段G00 G01 G02 G03 X50.0 Y70.0 R30.0 F70;最终执行()指令。
A:G00
B:G01
C:G02
D:G03
对盘类零件进行车削加工时,通常其径向尺寸大于轴向尺寸,若车床采用FANUCO1数桩系统,应选用()固定循环指令进行粗车循环加工。
A:G71
B:G72
C:G73
D:G74
程序段写为G91 G0 X100 Y0 F100时()。
A:刀具以100mm/min的速度移动至(100,0)处
B:刀具以机床给定的速度移动至(100,0)处
C:刀具以100mm/min的速度在X方向移动100mm,Y向不动
D:刀具以机床给定的速度在X方向移动100mm,Y向不动
执行程序段:G21 G17 G40 G80 G49后,不能完成的工作是()
A:设定尺寸单位模式
B:设定工作平面
C:移动刀具回原点
D:取消固定循环及刀具补偿
引导变量J7对应于局部变量的()
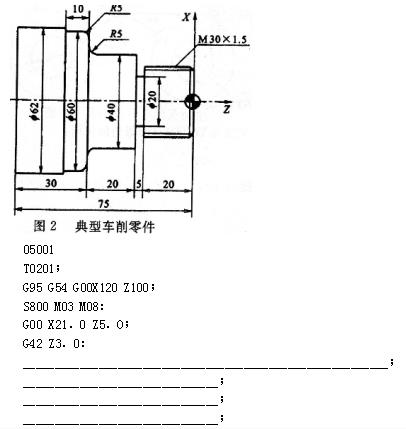
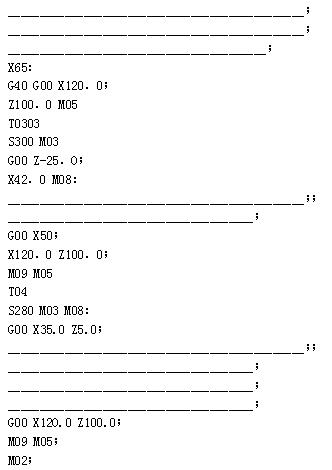
加工图2所示零件,左侧已加工完毕,要二次装卡Φ60外圆加工右侧,部分精加工、切槽和螺纹加工程序已给出,请据根图纸及技术要求,补齐空缺程序段。 (1)精加工:93°轮廓精车车刀,工位号T02,主轴转速为700r/min,进给速度0.1mm/r。 (2)切槽:刃宽5mm,工位号T03,主轴转速为300r/mm,进给速度0.12mm/r孔底暂停1.8s。 (3)螺纹加工:工位号T03,主轴转速为280r/min,采用螺纹复合循环指令编程,牙型深度为0.974mm,分4次进刀,分别为0.8、0.6、0.4和0.16mm(直径值)。 (4)工件坐标系如图,换刀点在X120,Z100处。
只有当操作面板上的“选择停”按钮按下时,才能生效的M代码是()。
A:M00
B:M01
C:M02
D:M05
写出G04指令的两种编程格式,该指令具有什么性质,举例说明应用场合。
数控系统通常分为车削和铣削两种,用于车削的数控系统在系列号后加字母()用于铣削的数控系统在系列号后加字母()
在FANUC数控系统中,程序段N22 G32 X23.2 Z-25.0 F1.5用于加工()螺纹。
A:M24×l.5
B:M12×l.5
C:M24×2.0
D:M32×1.5
设计螺纹加工刀具路径时,为什么要留引入1、引出距离2?
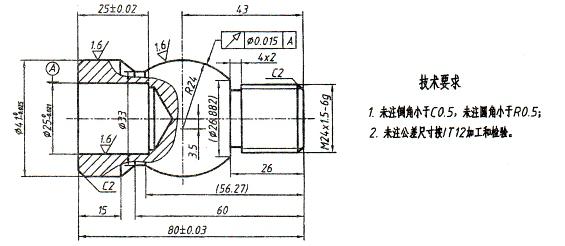
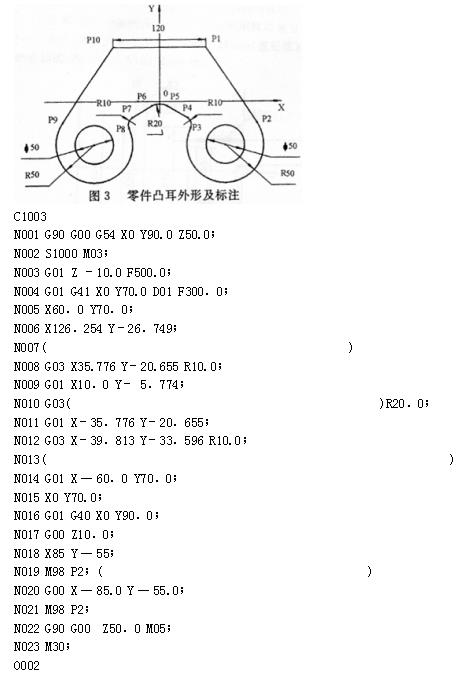
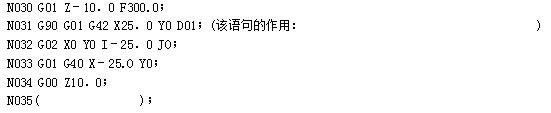
某零件的凸耳部分如图3所示。加工其轮廓和孔,已知零件轮廓的各点坐标。请在括弧中填写出对应程序段的解释说明或补充未完成的程序。 P1点(60.0,70.0) P2点(126.254,-26.749) P3点(39.813,-33.596) P4点(35.776,-0.655) P5点(10.0,-5.774) P6点(-10.0,-5.774) P7点(-35.776,-20.655) P8点(-39.813,-33.596) P9点(-126.254,-26.749) P10点(-60.0,70.0) 01点(-85.0,-55.0) O2点(85.0,-55.0)
提高开环进给伺服系统精度的措施有哪些?
在()中给出的点坐标称为型值点。
在零件图中,形位公差符号
表示该零件的几何要素之间有()要求。
A:平行度
B:垂直度
C:同轴度
D:圆度
宏程序中变量的类型有()四种
轮廓铣削时,刀具补偿的建立与取消一定在轮廓上才能生效。
首页
<上一页
14
15
16
17
18
下一页>
尾页
 表示该零件的几何要素之间有()要求。
表示该零件的几何要素之间有()要求。