自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
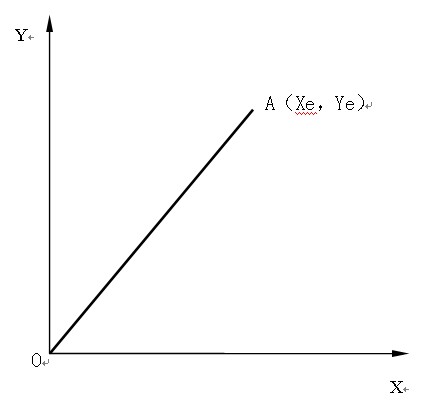
根据B功能刀补的原理,利用G42方式加工图中OA线段时,已知刀具半径补偿值为r和A点坐标(Xe,Ye),计算A点的实际刀具中心的坐标值。
数控车床结构大为简化,精度和自动化程度大为提高。
对在花盘和角铁上车削工件时用的平衡块有()要求。
A:形状
B:质量
C:精度
D:材质
产生静摩擦因数大的导轨是()
A:滚动导轨
B:滑动导轨
C:静压导轨
逐点比较法插补直线时,可以根据_______与刀具应走的总步数是否相等来判断直线是否加工完毕。
车一对互配的内外螺纹,配好后螺母掉头却拧不进,分析原因时由于内外螺纹的牙型角都倾斜而造成的。()
数控机床的S功能可指定()或()。
高速精车铸钢零件应选用的车刀材料为()
A:W6Mo5
B:r4V2
C:YG15
D:YT30
E:金刚石
增量式光电脉冲编码器在数控机床检测装置的应用方面有()、()、()和()等功能。
图样中所标注的尺寸,为机件的()完工尺寸。
A:第一道工序
B:第二道工序
C:最后一道工序
D:中间检查工序
加工长薄壁工件采用()类车床夹具。
A:前推式弹簧心轴
B:不动式弹簧心轴
C:分开式弹簧心轴
D:顶尖式心轴
精基准是用()作为定位基准面。
A:未加工表面
B:复杂表面
C:切削量小的
D:加工后的表面
不属于
切削液的是()
A:切削油
B:乳化液
C:水溶液
D:防锈剂
数控编程数控机床坐标系统的确定是假定()。
A:刀具对于静止的工件而运动
B:工件对静止的刀具而运动
C:刀具、工件都运动
D:刀具、工件都不运动
数控编程程序中出现G96.S300,是接通恒线速度控制,其中S含义是()。
A:切削速度是300mm/min
B:切削速度是300m/min
C:主轴转速恒定是300r/min
D:主轴转速限定在300r/min
下列指令内容为正确G18G02X0.4Y50.0M08;。()
CNC插补功能
使用夹具时造成工件的加工误差有哪几个个方面?
车床上,刀尖圆弧只有在加工()时才产生加工误差。
A:端面;
B:圆柱;
C:圆弧
为提高CNC系统的可靠性,可()。
A:采用单片机
B:采用双CPU
C:提高时钟频率
D:采用光隔离电路
CNC装置中的计算机对输入的指令和数据进行处理,对驱动轴及各接口进行控制并发出指令脉冲,()电动机以一定的速度使机车工作运动到预定的位置。
A:交流
B:直流
C:驱动伺服
D:步进
()是垂直于进给方向量得的待加工表面与已加工表面间的距离。
A:切削速度
B:进给量
C:切削距离
D:切削深度
闭环控制系统的反馈装置装在()。
A:电机轴上
B:位移传感器上
C:传动丝杠上
D:机床移动部件上
镗削精度较高的孔时,通常将粗、精镗工序分开,工件粗镗后,在工件与切削热达到()后再进行精镗。
A:热平衡
B:热变形
C:热膨胀
D:热扭转
可编程控制器输入元件有()。
A:控制开关
B:行程开关
C:温控开关
D:压力开关
车削细长轴时,因为工件长,热变形伸长量大,所以一定要考虑热变形的影响。
确定机床坐标系时,一般()。
A:采用笛卡尔坐标系
B:采用极坐标系
C:用左手判断
D:先确定X、Y轴,再确定Z轴
正弦规量测角度,通常以不超过45度为宜。()
误差复映系数与()无关。
A:系统刚度
B:切削厚度
C:工件材料
D:切削力
为了避免程序错误造成刀具与机床部件或其他附件想撞,数控机床有()行程极限。
A:一种
B:两种
C:三种
D:多种
首页
<上一页
141
142
143
144
145
下一页>
尾页