自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
切削用量中,对切削力影响最大的因素是()
A:切削速度
B:切削深度
C:进给量
D:均不是
基本尺寸为200,上偏差+0.27,下偏差+0.17,则在程序中应用()尺寸编入。
A:200.17
B:200.27
C:200.22
D:200
固定循环编程时,如指定循环次数K,则需要用()方式。
A:G90
B:G91
C:A和B
D:无正确答案
梯形螺纹测量一般是用三针测量法测量螺纹的()。
A:大径
B:小径
C:底径
D:中径
当端面铣刀轴线偏置于铣削弧长对称中心的一侧,且逆铣部分大于顺铣部分,这种铣削方式称为不对称逆铣。
请选择正确FANUC数控车系统中的数控加工G指令和M指令:冷却液开指令()
A:M05
B:M06
C:M08
D:M09
“工序分散”,是指每一工序内容尽量()。
A:多
B:少
C:中等
D:无定义
梯形螺纹的牙型角为()
A:30
B:40
C:55
D:60
工件宜夹紧于铣床虎钳的中央位置。()
铣削是属于连续切削加工。()
孔的形状精度主要有圆度和()。
A:垂直度
B:平行度
C:同轴度
D:圆柱度
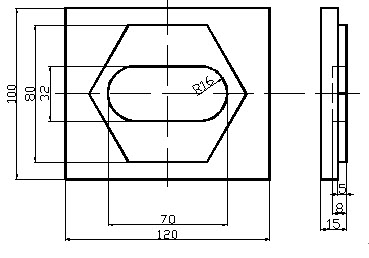
编程题: 零件图如图所示,要求以小批量生产条件编程,毛坯为120×100×20的45#钢板。用直径为10的平铣刀。
下列()常用为舍弃式刀片的材质。
A:高速钢
B:碳化物
C:陶瓷
D:被覆碳化钛之碳化物
G码可分为持续有效码(MODAL)与单节有效码(ONESHOT)。()
进行数控机床的几何精度调试时,对于关联项目精度要()。
A:检测一气呵成
B:检测一次完成
C:检测一项,调整一项
D:无所谓
在开环系统中,以下因素中的()不会影响重复定位精度。
A:丝杠副的配合间隙
B:丝杠副的接触变形
C:轴承游隙变化
D:各摩擦副中摩擦力的变化
加工带孔盘形凸轮时,()定位方法。
A:大端面为第一定位基准
B:孔为第一定位基准
C:同时作为第一定位基准
D:随意
()的功能是生成加工曲面上的封闭区域的刀具轨迹。
A:曲面轮廓加工
B:导动加工
C:曲面区域加工
D:投影加工
圆弧规能精确量测出误差读数。()
在程序中同样轨迹的加工部分,只需制作一段程序,把它称为(),其于相同的加工部分通过调用该程序即可。
A:调用程序
B:固化程序
C:循环指令
D:子程序
互换性的优越性是显而易见的,但不一定“完全互换”就优于“不完全互换”,甚至不遵循互换性也未必不好。
程序编制的方法有()和()两种。
夹紧力的方向应尽量()于主切削力。
A:垂直
B:平行同向
C:倾斜指向
D:平行反向
()检查润滑油泵和过滤器,清洗润滑油池,更换过滤器。
A:一级保养
B:每天
C:每半年
D:每年
辅助支承用来提高装夹刚度和稳定性,不起定位作用。
发生电火灾时,首先必须切断电源,然后救火和立即报警。
数控机床三轴三联动的含义是()。
A:四轴中只有三个轴可以运动
B:有四个控制轴,其中任意三个轴可以联动
C:数控系统能控制机床三轴运动,三个轴都能联动
D:数控系统能控制机床三轴运动,二个轴都能联动
尺寸链中在加工过程或装配过程间接获得或间接保证的尺寸环称为( )。
A:组成环
B:补偿环
C:封闭环
D:增环
CNC是()的缩写。
A:自动化工厂
B:计算机数控系统
C:柔性制造系统
D:数控加工中心
一般数控机床都具有()和()插补功能。
首页
<上一页
133
134
135
136
137
下一页>
尾页