自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:加工中心操作工
电动机直接起动方式即直接加上电动机的额定电压,定子绕组作额定状态时的接法进行起动。
游标卡尺读数的整数部分为130mm,游标的第11条线(包括零线)与尺身刻线对齐,若卡尺精度为0.02mm,则测得尺寸为()。
A:130.22
B:130.20
C:130.18
D:130.10
精度性的排除方法主要是对工艺系统各组成部分进行精度检查,查出机床,夹具的问题及时修理;查出刀具的问题及时更换,查出工件的问题对工件的()进行分析处理。
A:形状和尺寸
B:材料和硬度
C:刚度和强度
D:结构和工序
在成对使用的轴承内圈或外圈之间加衬垫,不同厚度的衬垫可得到()。
A:不同的预紧力
B:相同的预紧力
C:一定的预紧力
电子邮件与传统邮件相比最大的优点是()。
A:速度快;
B:价格低;
C:距离远;
D:传输量大
()指令不能设立工件坐标系。
A:G54
B:G92
C:G55
D:G91
黑色金属测疲劳极限时,应力循环周次为()次。
A:107
B:1010
C:1011
D:109
制造工程师中,当零件本身退刀位置不够用切线方式进行退刀时,或用切线方式退刀后在抬刀时可能会与夹具或其他物体发生碰撞时,以及零件表面质量要求不高的情况下刀具切出的方式可以选择(),以提高零件的加工速度和质量。
A:切线退刀
B:螺旋退刀
C:倾斜退刀
D:垂直退刀
如果内轮廓加工时不能采用切线进退刀,则切入与切出点最好应选在零件轮廓的()。
黑色金属测疲劳极限时,应力循环次应为()次。
A:107
B:1010
C:1011
D:109
定轴轮系的传动比,等于组成该轮系的所有主动齿轮齿数的乘积与所有从动齿轮齿数的乘积()。
试述在使用加工中心时,应该如何对主传动链进行维护?
存储工作方式输入是将加工的零件`程序一次且全部输入到CNC装置内部的存储器中,加工时再从存储器把一个个程序段调出。
刀具误差包括磨损、安装误差以及(),它将影响被加工零件的尺寸精度和位置精度。
数控机床机床适用于加工()的工件。
A:批量大
B:形状复杂
C:余量不均匀
D:不能判断
以工件的外圆柱表面作定位基准时,定位元件可以用圆柱孔、()、V型块和自动定心等方式定位。
电机与丝杆联轴器松动,会导致滚珠丝杆副噪声。
在坐标系中运动轨迹的终点坐标是以起点计量的坐标系,该坐标系叫()坐标系。
简述用圆弧半径编制圆弧插补程序时的要求?
半闭环控制系统是在司服机构中装有直线位移检测装置。
G95 G01 F100的单位有可能是()
A:mm/min
B:mm/r
C:m/r
D:m/min
用G04X-指令时,X地址下设定的时间不应有小数点。
中心架、跟刀架是属于机床附件中的()类。
A:专用夹具
B:常用夹具
C:特殊夹具
D:通用夹具
一般来说,容量在()千瓦以下的三相异步电机可以直接启动。
A:0.1
B:1
C:10
D:100
加工中心按照主轴结构特征分类,可分为()和可换主轴箱的加工中心。
A:镗铣、钻削
B:卧式加工中心
C:钻削
D:单轴、双轴、三轴
()项可能是造成油泵不喷油现象的原因之一。
A:油量不足
B:油中混有异物
C:压力表损坏
D:压力设备设定不当
加工中心上应用组合夹具,有()优点。 ①节约夹具的设备制造工上时 ②缩短生产准备周期 ③夹具精度高 ④便于单件生产
A:①②
B:③④
C:①②④
D:①③
气缸和气马达属于气压传动的()。
A:气压发生装置
B:控制元件
C:执行元件
D:辅助元件
快速成型中的方法(),其要点是由计算机按照零件实体造型中各层切片形状控制激光束将箔材(如纸张)裁成相应的形状,并以树脂将它们逐层粘叠起来而成形。
A:SIA:
B:3D-P
C:CAD;
D:LOM。
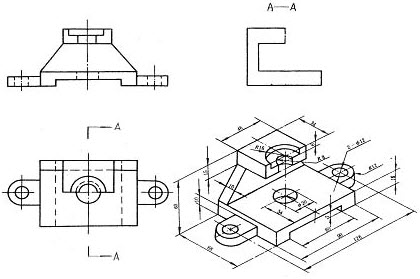
请按主视图补全A-A剖视图并将主体视图上的尺寸标注在主视图上。
首页
<上一页
11
12
13
14
15
下一页>
尾页