自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:数控机床操作工
当组成尺寸链的尺寸较多时,一条尺寸链中封闭环可以有两个或两个以上。
工件的一个或几个自由度被不同的定位元件重复限制的定位称为()。
A:完全定位
B:欠定位
C:过定位
D:不完全定位
在X6132型卧式万能铣床上用盘形铣刀铣削梯形等高齿离合器时,分度头主轴应()
A:仰起一个角
B:与工作台平行
C:与工作台垂直
加工表面上残留面积越大、高度越高,则工件表面粗糙度越大。()
操作者熟练使用设备技能,达到“四会”,即()。
A:会使用
B:会修理
C:会保养
D:会检查
E:会报警
用高速钢端铣刀铣削沟槽,若发现切屑变蓝色亦不影响刀具寿命。()
数控机床的中()系统取代了传统机床中()传动。
硬质合金是一种耐磨性好。耐热性高,抗弯强度和冲击韧性都较高的一种刀具材料。()
G43H00与“G43H49”等效。
直线控制的特点只允许在机床的各个自然坐标轴上移动,在运动过程中进行加工。()
分析工件的材料、形状、尺寸、精度、表面粗糙度以及毛坯形状和热处理要求等,以便制订出合理的()方案来,保证达到工件图样的要求。
A:计划
B:规程
C:测量
D:加工
机械磨损曲线包含()、()、()三个阶段组成。
循环G81,G85的区别是G81和G85分别以()返回。
A:F速度,快速
B:F速度,F速度
C:快速,F速度
D:快速,快速
深孔加工时,由于刀杆细长,刚性差再加上冷却、排屑、观察、()都比较困难,所以加工难度较大。
A:加工
B:装夹
C:定位
D:测量
工件坐标系中,E、F、Q三点的坐标分别为E(200,130),F(230,180),Q(460,360),假设当前坐标为E,执行程序G91G28X30Y50;M06;G29X230Y180后,刀具快速返回到:()
A:E点
B:F点
C:Q点
D:O点
四位电动刀架换刀时不到位或过冲较大,主要是()。
A:霍尔元件偏离磁钢
B:刀架电机的输入电压过高
C:刀架电机与刀架蜗杆的联轴器损坏
D:霍尔元件损坏
外圆粗车循环方式适合于加工棒料毛坯除去较大余量的切削。()
数控系统中逐点比较法插补的四个节拍依次是()
A:偏差判别、偏差计算、坐标进给、终点判别
B:偏差判别、坐标进给、偏差计算、终点判别
C:偏差计算、偏差判别、坐标进给、终点判别
薄壁工件经过粗车后,进行()处理,可以消除内应力引起的变形。
A:热
B:表面
C:冷加工
D:时效
加工中心是一种多工序集中的数控机床。()
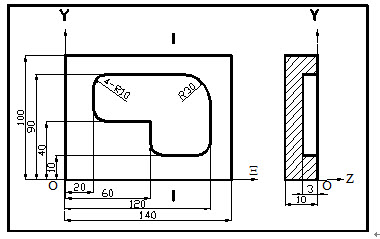
编程题: 零件图如图所示,要求以小批量生产条件编程,毛坯为150×110×15的45#钢板。
编制程序时一般以机床坐标系作为编程依据()
工件定位时,被限制的自由度少于六个,且不能满足加工要求的定位称为()。
A:欠定位
B:过定位
C:完全定位
切削平面、基面和主截面三者的关系总是()的。
A:相互垂直
B:相交
C:相互平行
D:相互倾斜
车削蜗杆时,()不会使蜗杆局部周节产生误差。
A:主轴的轴向窜动
B:丝杠的轴向窜动
C:主轴的径向跳动
D:溜板箱手轮转动不平衡
以端铣刀高速铣削钢料时,刀具磨耗较少。()
MDI方式是指()。
A:执行手动的功能
B:执行一个加工程序段
C:执行某一G功能
D:执行经操作面板输入的一段指令
在特定的条件下抑制切削时的震动可采用较小的()。
A:前角
B:后角
C:主偏角
D:刃倾角
数控编程下列属于单一固定循环的指令有()。
A:G72
B:G75
C:G94
D:G50
加工工序的划分中,按加工部位划分,先加工精度比较低的部位,再加工精度比较高的部位()
首页
<上一页
121
122
123
124
125
下一页>
尾页