自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
螺纹加工的进刀方式有()
设H01—6mm,则执行G91 G43 G01 Z—15.0 H01 F120后,刀具的实际移动量是()。
A:9mm
B:21mm
C:15mm
D:6mm
程序段G00 GOJ G03 G02 X20.0 Y40.0 R12.0 F160;最终执行()指令。
A:G03
B:G02
C:GOl
D:G00
在立式铣床上利用回转工作台铣削工件的圆弧面时,当找正圆弧面中心与回转工作台中心重合时,应转动()。
A:工作台
B:主轴
C:回转工作台
D:纵向手轮
按走丝快慢,数控线切割机床可以分为()和()。
刀具半径补偿的意义何在?
铣削一外轮廓,为避免切入/切出点产生刀痕,最好采用径向切入/切出方式。
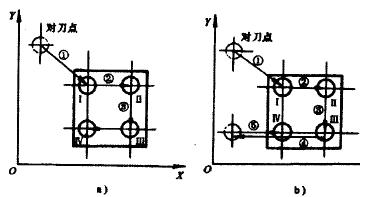
在如图所示的孔系加工中,对加工路线描述最全面的是()。
A:图a满足加工路线最短的原则
B:图b满足定位精度最高的原则
C:图a易引人反向间隙误差
D:以上说法均正确
有些零件需要在不同的位置上重复加工同样的轮廓形状,可采用()编程。
A:比例缩放加工功能
B:子程序调用
C:旋转功能
D:镜像加工功能
数控车床的工件坐标系X方向原点,必须在主轴的中心线上。
执行程序段N16 G00 G43 Z3.0 H02 M08,机床完成的动作是()。
A:下刀建立刀具长度补偿、冷却液开启
B:启动主轴,建立刀具长度补偿
C:抬刀取消刀具长度补偿
D:抬刀取消刀具长度补偿、关冷却液
确定机床坐标系时,应当首先定Z轴,Z轴应该与机床主轴的轴线重合。
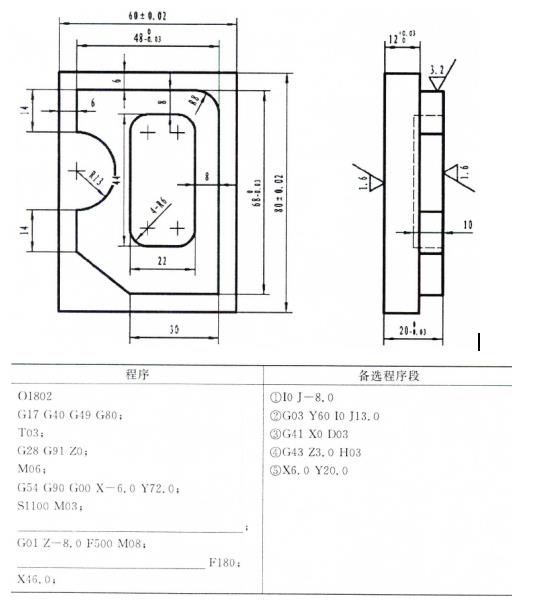
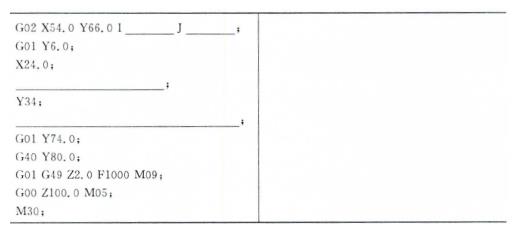
被加工零件如图示。零件外形四周的60×80尺寸、上下表面及内腔槽已加工到尺寸,准备加工上凸台的外形轮廓,采用Φ8立铣刀,工件坐标系原点X。、Y。定义在零件的左下角,Z。在工件的上表面。 仔细阅读图纸,在程序空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。
铣削工件内腔时,一般采用立铣刀侧刃切削,铣刀的切入和切出应尽量()。
A:沿轮廓曲线内切圆方向
B:任何方向
C:沿轮廓切线方向
D:沿轮廓法向
下面程序段中,N4语句的主要作用是()。 N3 G90 G54 G00 X0 Y0 S900 M03; N4 G43 Z3.0 H01:
A:Z轴快速移动,建立刀具半径补偿
B:快速下刀,指定寄存器号
C:快速下刀,建立刀具长度补偿
D:快速抬刀,取消刀具长度补偿
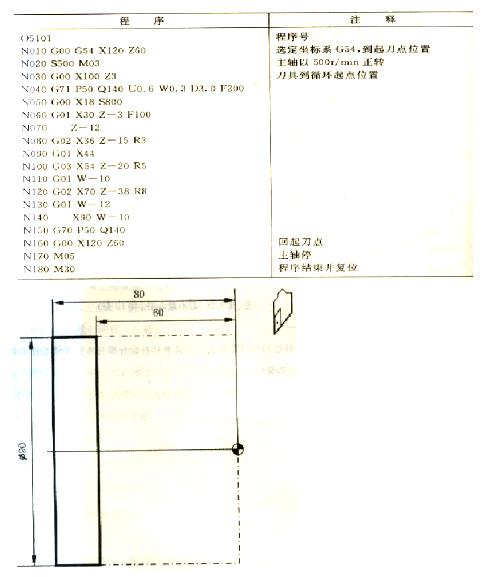
某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件坐标系没置在右端面,循环起始点在A(100,3),切削深度为3.0mm,X方向精加工余童为0.6mm,Z方向精加工余量为0.3mm。零件的部分形状已给出,其中点划线部分为工件毛坯。请仔细阅读程序,根据程序中的尺寸数据。画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。
在FANUC数控系统中,下列代码中
不属于
同一功能组的指令是()
A:M98、M99
B:G54、G64
C:G94、G95
D:M08、M09
执行程序段N82 GG20 G03 I-1.2 F2.0,刀具的轨迹是半径为l.2英寸的整圆。
G81与G82的区别在于G82指令使刀具在孔底有暂停动作。
在FANUC数控系统中,下列代码可以实现宏程序非模态调用的是()。
A:G85
B:G65
C:G55
D:M50
基点是构成轮廓的不同几何素线的()或()。
对于同一G代码而言,不同的数控系统所代表的含义不完全一样;但对于同一功能指令(如公制/英制尺寸转换、直线/旋转进给转换等),则与数控系统无关。
使用快速定位指令G00时,刀具运动轨迹可能是折线,因此,要注意防止出现刀具与工件干涉现象。
插补方法有哪两大类?
在零件图中,形位公差符号
表示该零件的几何要素有()要求。
A:圆柱度
B:垂直度
C:同轴度
D:圆度
在FANUC数控系统中,铣削固定循环指令G85用于锪孔加工。
对于没有刀具半径补偿功能的数控系统,编程时不需要计算刀具中心的运动轨迹,可按零件轮廓编程。
切削用量中,对刀具耐用度影响最大的因素是()
用配置FANUC数控系统的数控铣床进行孔加工,当加工阶梯孔时,应选择G82固定循环指令进行编程。
刀补的建立和取消在任何程序段中都可以实现。
首页
<上一页
10
11
12
13
14
下一页>
尾页
 表示该零件的几何要素有()要求。
表示该零件的几何要素有()要求。