自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
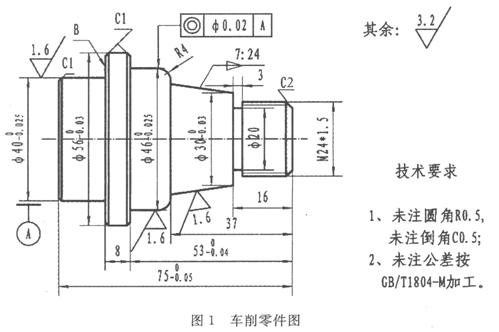
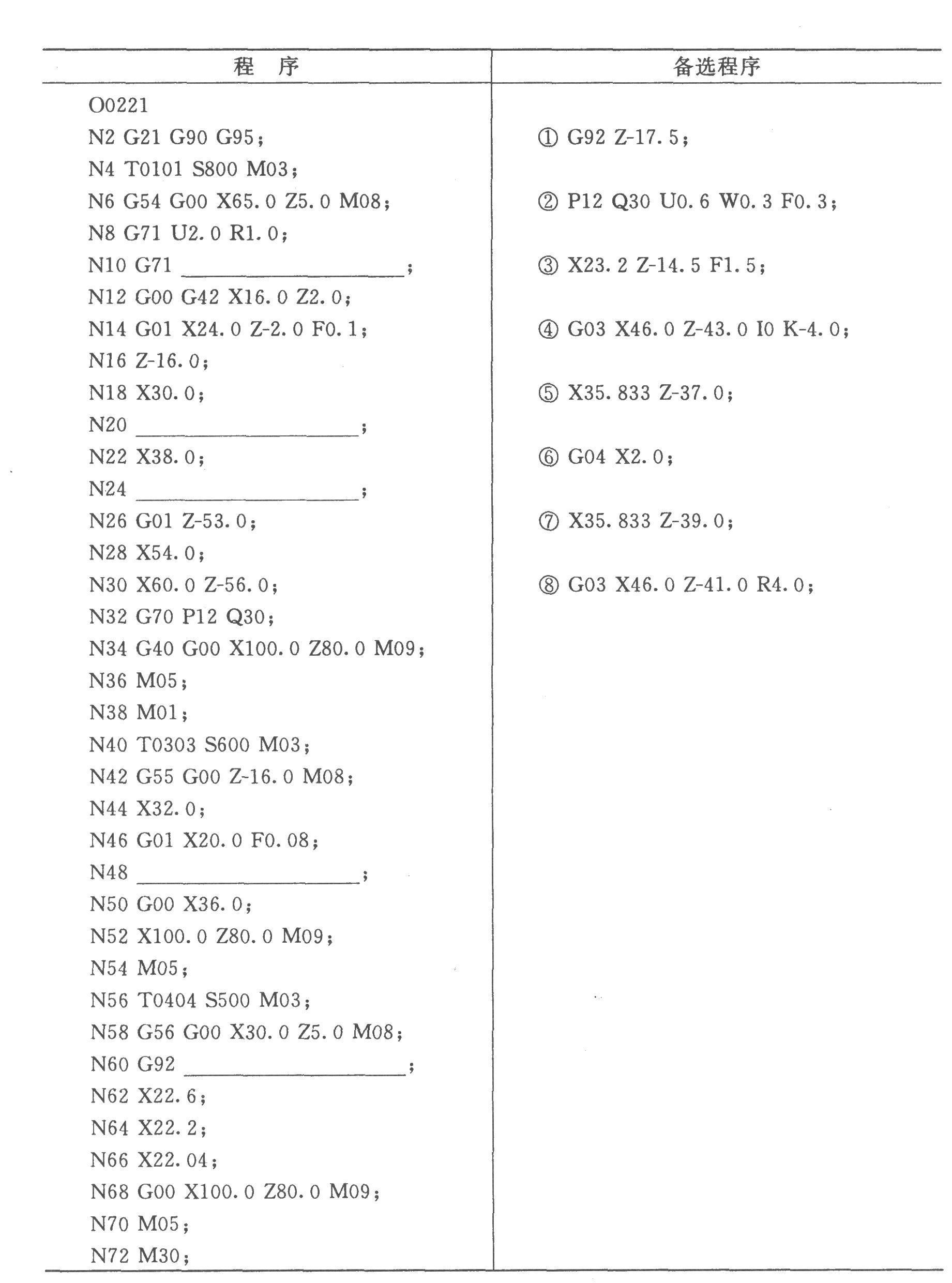
被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
若加工行腔要素,需要刀具在Z方向进行切削进给,应选择的刀具是()
有些高速钢铣刀或硬质合金铣刀的表面涂敷一层Tie或Tin等物质,其目的是()。
A:使刀具更美观
B:提高刀具的耐磨性
C:切削时降低刀具的温度
D:抗冲击
选择加工表面的设计基准作为定位基准称为()。
A:基准统一原则
B:互为基准原则
C:基准重合原则
D:自为基准原则
刀具半径补偿的作用是什么?刀具半径补偿分哪几步?在什么移动指令下建立与取消用刀具半径补偿功能?
铣削各种允许条件下,应尽量选择直径较()的铣刀,尽量选择刀刃较()的铣刀
数控车床适宜加工轮廓形状特别复杂或难于控制尺寸的回转体零件、箱体类零件、精度要求高的回转体类零件、特殊的螺旋类零件等。
用M02和M30作为程序结束语句的效果是相同的。
若在某实体钢质材料加工Φ6H7的孔,孔深20mm,较好的用刀方案是()。
A:中心钻、Φ10钻头、Φ16钻头
B:心钻、Φ10钻头、Φ16立铣刀
C:中心钻、Φ15.7钻头、Φ16H7铰刀
D:中心钻、Φ12钻头、Φ16镗刀
首件试切的作用除检验程序的正确性外,还检查零件的加工精度是否满足要求。
当编制用户宏程序时,经常用到转移和循环语句。下列程序段中,属于无条件转移的语句是()。
A:IF[#1 GT 10] GOTO 2
B:GOTO #10
C:WHILE[#2 LE 10] DO 1
D:IF[#1 EQ #2] THEN #3=0
在程序编制前,编程员应了解所用数控机床的规格、性能、CNC系统所具备的功能及程序指令格式等。
程序字由地址码+数字构成,在下列各字中,
不属于
尺寸字的是()。
A:W-22.0
B:P1250
C:J-13.256
D:R-5.352
CNC装置软件从功能特征来看分为哪两大类?CNC装置的软件特点是什么?
过切削现象发生在什么过渡形式的情况下?当圆弧加工的命令为什么样的组合时,会产生过切削现象?
程序校验与首件试切的作用是()。
A:检查机床是否正常
B:提高加工质量
C:检验参数是否正确
D:检验程序是否正确及零件的加工精度是否满足图纸要求
M00和M01指令的区别?
若某一程序没有指定T功能,该程序能够正常使用吗?为什么?
宏程序中的#111属于()。
A:常量
B:局部变量
C:系统变量
D:公共变量
在FANUC数控系统中,程序段G04 PXXX;P的单位是()。
A:秒
B:0.1秒
C:0.01秒
D:0.001秒
在铣削固定循环中结束后,要使刀具返回R点平面,必须编程()指令。
程序段G17 G01 G41 X0 Y0 D01 F150中的D01的含义是()。
A:刀具编号
B:刀具补偿偏置寄存器的编号
C:直接指示刀具补偿的数值
D:刀具方位的编号
粗车固定循环G71 P04 Q12 U1.0 WO.5 D2.5 FO.3,该粗车循环后的精加工单边余量为()mm。
A:2.5
B:1.0
C:0.5
D:0.3
FANUC系统中的G80指令用于()。
A:镗孔循环
B:反镗孔循环
C:攻丝循环
D:取消固定循环
M30和M02有哪些区别?
在编程时,建立刀具偏置补偿时,必须指定刀具参数寄存器号,下列语句中刀具补偿无效的是()。
A:G00 G43 Z20.0 H04
B:GO1 G41 X20.0 Z3.0 D3 F160.0
C:G00 G41 X05.0 Y22.0 D0
D:T0304
目前,数控编程所采用的格式为()程序段格式。
简述FANUC铣削固定循环G73、G81、G82、G83指令各适用于什么场合?
G96 S150表示切削点线速度控制在()。
A:150m/min
B:150r/min
C:150mm/min
D:150mm/r
圆心坐标I、J、K表示圆弧()到圆弧()所作矢量分别在X、Y、Z轴上的分矢量。
首页
<上一页
9
10
11
12
13
下一页>
尾页