自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:加工中心操作工
零件各表面本身的实际形状与理想零件表面形状之间的符合程度叫()。
用单角铣刀铣削锯齿形牙嵌离合器,对刀时应使铣刀()通过工件的轴心。
A:锥面切削刃
B:端面侧刃
C:锥面切削刃T/2处
D:锥面切削刃T/4处
研磨的工序余量为()mm。
A:2.1
B:1.1
C:0.79
D:0.01
加工铜合金和有色金属时,不宜采用含()的切削液。
A:磷化油
B:硫化油
C:氮化油
D:复合油
机械加工车间常见的防护装置有防护罩、防护挡板、防护栏杆和防护网等,任何人都不能拆除防护装置进行机器操作。
测量孔的深度时,应选用圆规。
工频淬火的频率是50赫兹,中频淬火的频率是几千赫兹,而高频淬火的频率则高达百万赫兹以上。
在用硬质合金刀具铣削下列材料时,()所选用的切削速度最高。
A:铝镁合金
B:合金钢
C:低、中碳钢
D:灰铸铁
直流小惯量伺服电动机在1s内可承受的最大转距为额定转距的()。
A:1倍
B:3倍
C:2/3
D:10倍
用电动轮廓仪测量表面粗糙度时,金刚石测针以()左右的速度水平移动。
A:10mm/s
B:10mm/min
C:10m/s
CAxA制造:工程师软件能够支持五轴加工。
正计算是已知组成环求()的尺寸及公差。
A:封闭环
B:第一组成环
C:第三组成环
D:第四组成环
CAXA制造工程师中“椭圆”命令中主要用()参数来绘制椭圆。
A:长半轴和短半轴
B:短轴
C:长半轴
D:长轴
工艺孔(即穿丝孔)在线切割加工过程中是不可缺少的。它有三个作用:(1)用于加工凹模,(2)减少凸模加工中的变形量和防止因材料变形而发生夹丝现象;(3)保证被加工部分跟其它有关部位的位置精度。所以工艺孔的加工要求不需过高。
G28X0Z100.0中的X0Z100.0为参考点在工作坐标系中的坐标。
在运算指令中,形式为#i=#j/#k代表的意义是()。
A:极限
B:空
C:商
D:反余切
加工中心按照功能特征分类,可分为复合、()。
A:刀库+主轴换刀加工中心
B:卧式加工中心
C:镗铣和钻削加工中心
D:三轴加工中心
线切割机床型号为DK7725中25为基本参数代号,表示工作台横向行程为()
A:25ram:
B:250mm;
C:250cm
车削钢材的刀具材料,应选择()硬质合金。
A:YG3;
B:YG8;
C:YTl5:
D:YG5。
()不是绿色制造的特点。
A:制造过程中对环境负面影响最小
B:减少资源、能源消耗
C:废弃物的再生利用
D:获取企业自身最大经济利益
在数控机床上,预先给定的一系列操作,用来控制机床轴的位移或使主轴运转、从而完成各项加工,诸如镗、钻,功能等称为()。
数显卡尺保养时,不要在强磁场的环境中使用和存放电子数显卡尺。接地后可以用电刻笔在电子数显卡尺上刻字,以防把电子线路击穿。
用立铣刀铣V形槽,调整、扳转()铣削V形槽。
A:工作台
B:分度头
C:转盘
D:立铣头
加工中心的自动测量属于机外测量,不能补偿机床、刀具的热变形及工件的安装误差。
进给功能一般是用来指令机床主轴的转速。
下面引起在半径补偿时产生过切现象的原因中()是错误的。
A:加工半径小于刀具半径
B:被铣削槽底宽小于刀具直径
C:加工比刀具半径小的台阶
D:刀具伸出过长
刀具位置补偿值就是刀具()补偿值。
A:长度;
B:半径;
C:磨损;
D:几何;
E:几何和磨损
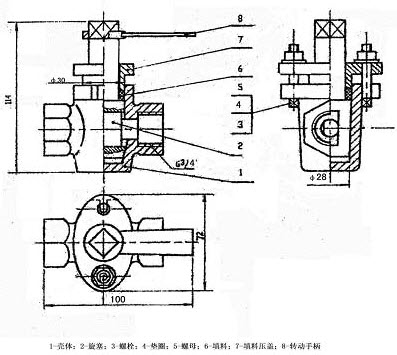
请读图,并回答下列问题:
塞阀下部分是什么形状?
只有在()精度很高时,重复定位才允许使用。
A:设计基准
B:定位基准
C:定位元件
D:设计元件
万能分度头蜗杆和蜗轮的啮合间隙应保持在()mm范围内。
A:0.001~0.005
B:0.02~0.04
C:0.10~0.20
首页
<上一页
104
105
106
107
108
下一页>
尾页
 塞阀下部分是什么形状?
塞阀下部分是什么形状?