自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:国家开放大学《数控编程技术》
测量反馈装置的作用是为了()。
A:提高机床的安全性
B:提高机床的使用寿命
C:提高机床的定位精度、加工精度
D:提高机床的灵活性
对于不同数控系统,有些功能的代码是不一样的。
目前对非圆曲线进行节点坐标计算的方法很多,当用直线段逼近非圆曲线时,将某一坐标轴划分成相等间距的计算方法为()。
A:等程序段法
B:等误差法
C:等间距法
D:等圆弧法
要调用子程序,必须在主程序中用M98指令编程,而在子程序结束时用M99返回主程序。
短V形架对圆柱定位,可限制工件的()自由度。
A:二个
B:三个
C:四个
D:五个
刀具在X,Y平面从(50,60)点切削移动到(90,110),下列用增量坐标表示正确的语句是()。
A:G91 GO1 X90.0 Y110.0 F200.0
B:G91 GO1 X40.0 Y110.0 F200.0
C:G01 U40.0 V50.0 F200.0
D:GO1 U90.0 W110.0 F200.0
自动换刀装置的形式有哪几种?各有何应用场合和特点?
在执行主程序的过程中,有调用子程序的指令时,就执行子程序的指令,执行子程序以后,加工就结束了。
()是为了安全、快速定位而规定的一个平面。
A:零件表面
B:初始平面
C:孔底平面
D:R点平面
执行程序段“G90 G02 X42.0 Y52.O I—0.O J30.O F150.O”时,被加工的圆弧半径是()。
A:R50.0
B:R40.0
C:R30.0
D:R52.0
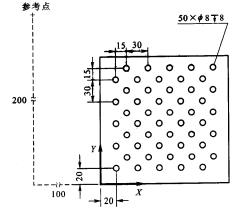
加工图所示零件的孔系,若零件的厚度为8mm,Z轴工件坐标系原点定义在上表面。利用固定循环指令,编写孔系加工程序。 具体要求: (1)按“走刀路线最短”原则编程; (2)按“定位精度最高”原则编程。
欲加工夺6H7深30mm的孔,合理的用刀顺序应该是中心钻、¢5.8麻花钻、6¢H7精铰刀。
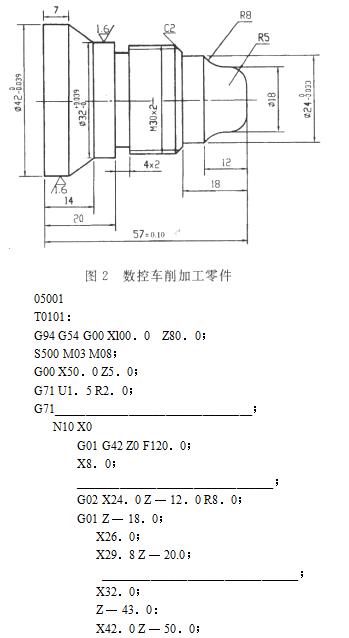
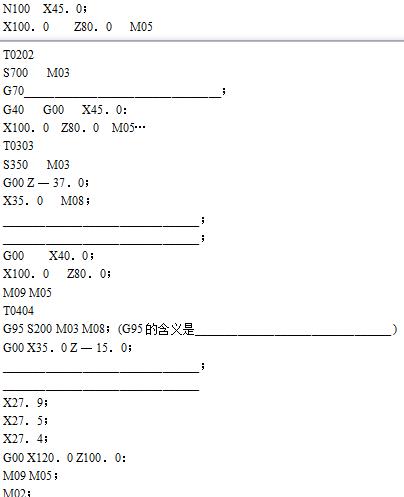
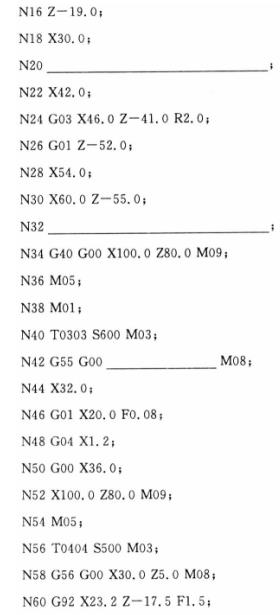
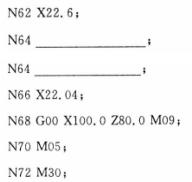
加工图2所示零件,左侧已加工完毕,要二次装卡Φ42外圆加工右侧,部分精加工、切槽和螺纹加工程序已给出,请据根图纸及技术要求,补齐空缺程序段。 (1)粗加工:93°外圆车刀,工位号T01,主轴转速为500r/min,进给速度140mm/min,精车单边余量0.3rnm,吃刀深度1.5mm。 (2)精加工:93°轮廓精车车刀,工位号T02,主轴转速为700r/min,进给速度120mm/min。 (3)切槽:刃宽4mm,工位号T03,主轴转速为300r/min,进给速度120mm/min。 (4)螺纹加工:工位号T04主轴转速为200r/min,采用螺纹复合循环指令编程,牙型深度为1.3mm,分5次进刀,分别为0.9、0.6、0.6、0.4和0.1mm(直径值)。 (5)工件坐标原点在右端面,换刀点在点(50,80)处。
按车床主轴位置分为()和()。
执行下列程序的轨迹图形是()。 G90 G00 X200.0 Y40.0; G03 X140.0 Y100.0 I-60.0 J0 F300:
A:半径为R60的整圆
B:半径为R60的1/2圆
C:半径为R60的3/4圆
D:半径为R60的1/4圆
数控系统中,()指令在加工过程中是模态的。
A:G01、F
B:G27、G28
C:G04
D:M02
一个零件的轮廓往往是由许多不同的几何元素所组成,如直线、圆弧、二次曲线等,各几何元素的连接点称为()。
A:节点
B:基点
C:型值点
D:刀位点
加工M20X1.5的螺纹时,螺纹的牙型深度应为0.975mm。
在进行内轮廓铣削时,若采用顺铣,则应该用刀具半径左补偿G42指令进行编程。
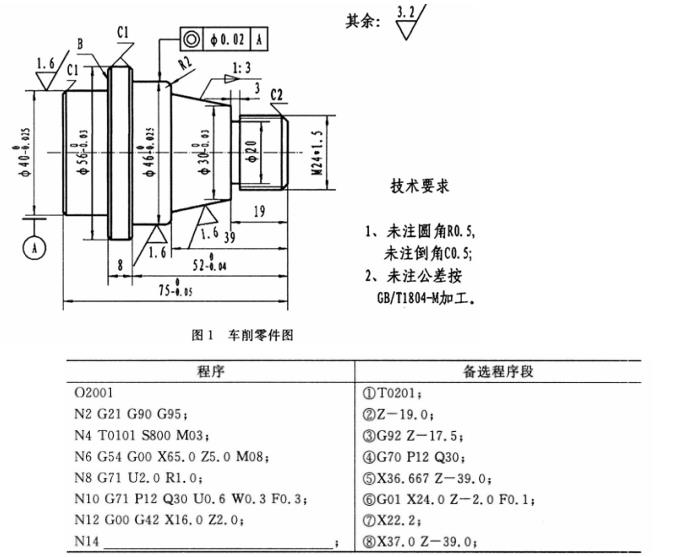
被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
用钻头进行钻孔时,要考虑钻尖对孔的有效深度影响,编程的Z坐标应比孔深大,约为钻头直径的0.1倍。
数控编程有哪些种类?分别适合什么场合?
执行程序段G99 G81 X20.0 Y40.0 Z-26 R3.0 F150.0后,刀具要返回到初始平面。
数控车床的工件坐标系习惯设定在()
在编程时,建立刀具偏置(补偿)时,必须指定刀具参数寄存器号,下列语句中刀具补偿无效的是()。
A:G00 G43 Z20.0 H04
B:G01 G42 X35.0 Y22.0 D0 F120.0
C:T0304
D:G01 G41 X20.0 Z3.0 D3 F160.0
指令M00和M01有什么相同点?区别是什么?
自动编程根据编程信息的输入与计算机对信息的处理方式不同,分为以()为基础的自动编程方法和以 ()为基础的自动编程方法。
G71 P04 Q15 U1.0 W0.5 D2.0 F0.3 S500,该固定循环的粗加工吃刀深度的是()。
A:1.0mm
B:0.5mm
C:2.0mm
D:0.3mm
程序字由地址码+数字构成,在下列各字中,不能表示尺寸的字是()。
A:K—13.21
B:W—10.04
C:P1500
D:Z—15.3
在使用G54~G59指令建立工件坐标系时,就不再用G92/G50指令了。
首页
<上一页
8
9
10
11
12
下一页>
尾页