自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:高级卷烟卷接工
YJ17卷烟机大压板调整时,应保证大压板轴向和水平对准量棒后,再紧固螺钉。
调整烟舌时必须将烟舌对正于()圆弧槽中线。
YJ17吸丝成形系统铲丝刀前缘与出口处()平齐。
A:烟枪
B:压板
C:烟舌
D:带轮边缘
YJ19卷烟机盘纸制动装置是由弹簧、()、制动臂、定位套、摆动臂、定位块和螺母组成。
YJ17供料系统除梗机构调整时挡板()和调节螺钉之间间距“X”的基本调整值应为67mm。
YJ17卷烟机传墨辊调整时,逆时针转动调节螺钉,传墨辊()钢印辊。
YJ17卷烟机平准器两劈刀盘中心与风室导轨的中心(),风室导轨中心与传动箱之间的距离=137mm。
YJ19平准器通过增减前劈刀盘与其固定盘之间的多层垫片,使前劈刀盘高于后劈刀盘()mm,并使前劈刀盘高于后劈刀盘凹槽对准,紧固螺母。
A:0.07
B:0.1
C:0.17
D:0.2
论述YJ17供料系统的组成。
YJ19料斗电机通过齿形带和()带传动集流管、风扇辘和弹丝辘。
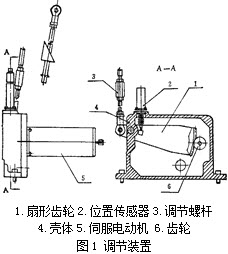
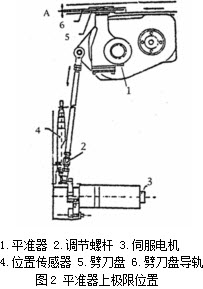
论述YJ17平准器升降调节装置的工作原理及上极限位置的调整。(如图1、2所示)
()通过吸丝带的网孔向竖直吸丝道提供负压,使抛入吸丝道内的烟丝获得足够速度随气流上升,吸附于网孔吸丝带上形成烟丝束雏形,并被强制输送。
简述卷烟机小压板的调整方法及要求。
调整盘纸制动装置可改变卷烟纸运行时的()。
A:伸缩性
B:张紧力
C:弹性
D:长度
卷烟机供纸系统主要由()、制动器、供纸辊、调节导轨、自动接纸器等组成。
简述YJ19供料系统风扇辘的速度对除梗量的影响。
YJl7型卷烟机烟舌与烟枪布带间隙如果过大,可将整个烟枪稍微()。
YJ17平准器调节装置移动量由()转换成电信号反馈到SRM90控制系统。
A:位置传感器
B:压力传感器
C:光电传感器
D:电容式接近开关
YJl7型卷烟机切烟刀片长度等于()、宽度等于60mm。
简述YJl9机组卷烟纸调节导轨的调整方法及要求。
YJ19粗、细钩子滚筒处理后的烟丝流在离开粗钩子滚筒前经过()整理,由弹丝辘取下,被风扇辘抛出。
A:细钩子滚筒
B:定量辊
C:钢梳
D:集流管
钢印辊印刷时,印出的商标轻重由钢印辊与打印辊之间的()来确定。
YJ17卷烟机小压板与前挡板之间必须保持平行,且保持布带厚度加0.5mm的间隙。
YJ19卷烟机刀片的()是75mm。
简述YJ17平准器劈刀盘对导轨找正的要求及调整。
试述YJ19型卷烟机烙铁高低位置的调整要求和方法。
YJ17卷烟机烟支传送装置上的()通过负压吸风将V型导轨上的双倍长烟支吸住并传送。
A:拨烟轮
B:传送臂
C:吸风块
D:抽吸槽
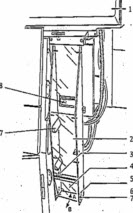
简述YJ17二次分选装置的调整方法。(参照下图)
1.风体室;2.落料斗;3.接近开关;4.挡板;5.调节孔;6.调节螺钉;7.斜块;8.进料口
YJ17平准器劈刀盘与刷丝轮同步调整时,需拧松()的夹紧螺钉(左旋螺纹),并转动劈刀盘,直至其中一个端部凹槽的中心与刷丝轮中心对正。
YJ19平准器为使烟丝束雏形在平准时不致因()造成轨迹偏移,采用双劈刀盘以烟丝束中心线为基准对称布置。
A:侧向力
B:垂向力
C:摩擦力
D:烟丝的重力
首页
<上一页
8
9
10
11
12
下一页>
尾页
 1.风体室;2.落料斗;3.接近开关;4.挡板;5.调节孔;6.调节螺钉;7.斜块;8.进料口
1.风体室;2.落料斗;3.接近开关;4.挡板;5.调节孔;6.调节螺钉;7.斜块;8.进料口