自考题库
首页
所有科目
自考历年真题
考试分类
关于本站
游客
账号设置
退出登录
注册
登录
出自:西南石油大学土木工程施工与组织(专升本)
设
,则
( )
·
·
·
·
设函数
在区间
内满足
且
,则函数在此区间内是( )。
· 单调减少且凹的;
· 单调减少且凸的;
· 单调增加且凹的;
· 单调增加且凸的。
已知
存在,则
的正确结果是( )。
·
·
·
·
( )
· 1
·
·
·
当
时,下列变量与
为等价无穷小量的是( )
·
·
·
·
在点
处连续的( )
· 充分条件
· 必要条件
· 充分必要条件
· 既非充分也非必要条件
函数
的定义域是( )
·
·
·
·
函数
是().
·偶函数;
·奇函数;
·非奇非偶函数;
·不能断定.
点(0,0)是曲线
的()
·极大值点;
·极小值点 ;
·拐点 ;
·使导数不存在的点.
设函数
,则
( )。
· 0 ;
· 1 ;
·
;
·
。
经过点
且切线斜率为
的曲线方程是( )。
·
;
·
;
·
;
·
。
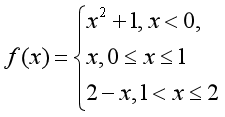
设
则
在( )
·
处都间断
·
处都连续
·
处间断,
处连续
·
处连续,
处间断
变量
在变化过程为( )时为无穷大量。
·
·
·
·
对于空间直线方程
,下列描述正确的是( )
·
都不能为零
·
不能全为零
· 空间点
在该直线上
· 该直线与向量
垂直
下述命题不成立的是()
·闭区间上的连续函数必可积;
·闭区间上的有界函数必可积;
·闭区间上的单调函数必可积;
·闭区间上的逐段连续函数必可积.
设
,则
是
在
上的( )。
· 极小值点,但不是最小值点;
· 极小值点,也是最小值点;
· 极大值点,但不是最大值点;
· 极大值点,也是最大值点。
设函数
在
上连续,且在
内
,则下列不等式成立的是( )。
·
;
·
;
·
·
设
,则
( )。
·
;
·
;
·
;
·
。
设函数
,则
( )
·
·
·
·
设
,
,则当
时( )。
·
与
是同阶但不等价的无穷小;
·
与
是等价的无穷小;
·
是
的高阶无穷小;
·
是
的低阶无穷小。
函数y=f(x),在
处,下列结论正确的是( )
· 若函数在
处连续,则函数在该点一定可导。
· 若函数在
处可导,则函数在该点一定连续。
· 若函数在
处不可导,则函数在该点一定不连续。
· 函数的连续与函数的可导是等价关系。
曲线
的拐点坐标是( )。
·
;
·
;
·
;
·
。
下列各对函数中相同的是
( )
· 0
·
·
· 2
对二重积分
计算过程中,必须对积分区域
进行分块的情况有( )
· 函数
在区域
上是分片函数
· 积分区域
既非
型又非
型
· 积分区域
的边界线中有分段函数
· 积分区域
的边界线全部为曲线
在
平面上与矢量
垂直的单位矢量是( )
·
·
·
·
设函数
在
处连续,当
,
;当
时,
,则( )。
·
是极小值
·
是极大值
·
不是极值
·
既是极大值又是极小值
函数
与它的反函数
的图像是( )
· 关于直线
对称;
· 是用一条曲线;
· 关于
轴对称;
· 关于
轴对称。
设函数
,
,则
等于( )
·
;
·
;
·
;
·
。
一定量理想气体的热力学能和焓只是质量的函数。
·正确
·错误
理想气体向真空急速膨胀过程的W=0,ΔH=0。
·正确
·错误
可逆过程的一个显著特征是体系在内、外强度性质只相差无限小的情况下发生。
·正确
·错误
封闭系统热力学第一定律的数学表达式为
·正确
·错误
某一反应的平衡常数是一个不变的常数,此说法正确。
·正确
·错误
1 mol 理想气体在恒温下通过可逆膨胀,根据熵判据,过程是可逆过程。
·正确
·错误
在自动机床、半自动机床和数控机床上,利用测量装置、进给机构和控制系统自动获得规定加工尺寸的方法称为 ( )
·试切法
·调整法
·定尺寸刀具法
·自动控制法
国际标准ISO统一规定,刀具的磨钝标准为 ( )
·1/5背吃刀量处后刀面上测量的磨损带宽度VB
·1/4背吃刀量处后刀面上测量的磨损带宽度VB
·1/3背吃刀量处后刀面上测量的磨损带宽度VB
·1/2背吃刀量处后刀面上测量的磨损带宽度VB
制造公差为0.30~0.03μm、表面粗糙度值为Ra0.03~0.005μm的加工称为( )
·普通精度加工
·精密加工
·超精密加工
·纳米加工
工件在加工中或加工后,测量尺寸和形位误差所依据的基准,称为( )
·工序基准
·定位基准
·测量基准
·装配基准
关于工件的定位与加工,下列说法正确的是 ( )
·欲使工件在空间处于完全确定的位置,就必须选用与加工件相适应的六个支承点来限制工件在空间的六个自由度,且工件加工也一定要使工件的位置达到完全确定的程度。
·欲使工件在空间处于完全确定的位置,不一定非要选用与加工件相适应的六个支承点来限制工件在空间的六个自由度,但工件加工一定要使工件的位置达到完全确定的程度。
·欲使工件在空间处于完全确定的位置,就必须选用与加工件相适应的六个支承点来限制工件在空间的六个自由度,但工件加工不一定非要使工件的位置达到完全确定的程度。
·欲使工件在空间处于完全确定的位置,不一定非要选用与加工件相适应的六个支承点来限制工件在空间的六个自由度,且工件加工也不一定非要使工件的位置达到完全确定的程度。
砂轮表面上磨粒的形状很不规则,其尖点的顶锥角大多为 ( )
·30°~ 60°
·60°~ 90°
·90°~ 120°
·120°~ 150°
机床制造误差中对工件加工精度影响较大的误差有( )
·综合性误差
·系统性误差
·分布性误差
·随机性误差
铣床夹具的特有元件是( )
·支承板
·对刀块
·定位键
·定位销
关于纳米级加工技术,下列说法正确的是( )
·纳米级加工的材料去除过程与传统的切削、磨削加工的材料去除过程没有原则区别。
·在纳米级加工中材料的去除(增加)量是以原子或分子数计量的。
·纳米级加工是通过切断原子(分子)间结合进行加工的。
·纳米级加工只有在外力对去除材料做功产生的能量密度超过了材料内部原子(分子)间结合能密度才能实现。
适于在产品相对稳定、产量较大的成批生产和大量生产中应用的夹具是( )
·通用夹具
·专用机床夹具
·组合夹具
·成组夹具
利用对刀块或样件预先调整好刀具和工件在机床上的相对位置而使加工尺寸达到规定要求的方法称为 ( )
·试切法
·调整法
·定尺寸刀具法
·自动控制法
关于孔加工,下列说法正确的是( )
·与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。
·孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动。
·用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度。
·加工孔时,切削区在工件内部,排屑及散热条件差,加工精度和表面质量都不容易控制。
机械产品设计的工艺性评价包括( )
·毛坯制造工艺性评价
·热处理工艺性评价
·机械加工工艺性评价
·装配工艺性评价
组成机器的最小单元是 ( )
·零件
·套件
·组件
·部件
平面加工最常用的方法是 ( )
·铣平面
·刨平面
·车平面
·拉平面
关于基准,下列说法正确的是( )
·设计基准又可分为工序基准、定位基准、测量基准和装配基准。
·在设计机器零件时,应尽量选用装配基准作为设计基准。
·在编制零件的加工工艺规程时,应尽量选用设计基准作为工序基准。
·在加工及测量工件时,应尽量选用工序基准作为定位基准及测量基准。
首页
<上一页
114
115
116
117
118
下一页>
尾页
 ,则
,则 ( )
( )



 在区间
在区间 内满足
内满足 且
且 ,则函数在此区间内是( )。
,则函数在此区间内是( )。 存在,则
存在,则 的正确结果是( )。
的正确结果是( )。


 ( )
( )


 时,下列变量与
时,下列变量与 为等价无穷小量的是( )
为等价无穷小量的是( )




 处连续的( )
处连续的( ) 的定义域是( )
的定义域是( )


 是().
是(). 的()
的() ,则
,则 ( )。
( )。 且切线斜率为
且切线斜率为 的曲线方程是( )。
的曲线方程是( )。 ;
; ;
; ;
; 。
。 则
则 处都间断
处都间断 处间断,
处间断, 处连续
处连续 在变化过程为( )时为无穷大量。
在变化过程为( )时为无穷大量。



 ,下列描述正确的是( )
,下列描述正确的是( ) 都不能为零
都不能为零 在该直线上
在该直线上 垂直
垂直 ,则
,则 上的( )。
上的( )。 上连续,且在
上连续,且在 内
内 ;
; ;
;

 ,则
,则 ;
; ;
; ;
; ,则
,则 ( )
( )



 ,
, ,则当
,则当 与
与 是同阶但不等价的无穷小;
是同阶但不等价的无穷小; ;
; ;
; ;
; 。
。 ( )
( )

 计算过程中,必须对积分区域
计算过程中,必须对积分区域 进行分块的情况有( )
进行分块的情况有( ) 在区域
在区域 型又非
型又非 型
型 平面上与矢量
平面上与矢量 垂直的单位矢量是( )
垂直的单位矢量是( )



 ,
, ;当
;当 是极小值
是极小值 与它的反函数
与它的反函数 的图像是( )
的图像是( ) 对称;
对称; 轴对称。
轴对称。 ,
, ,则
,则 等于( )
等于( ) ;
; ;
; ;
; 。
。